

Сварочный стол своими руками

Говорить о хорошем качестве сварочного шва не приходится, если работы были выполнены что называется «на коленке». Без грамотно обустроенного рабочего места добиться приемлемого результата вряд ли удастся. Центральное место отводится сварочному столу. Он обеспечивает удобство во время сварки и возможность надежной фиксации соединяемых заготовок.
- Требования к конструкции сварочного стола
- Простая и полупрофессиональная модели сварочных столов
- Выбор сварочного стола
- Изготовление сварочного стола из профильной трубы своими руками
- Инструменты
- Размеры сварочного стола
- Раскрой
- Столешница сварочного стола
- Ножки
- Пояс жесткости
- Защитный экран
- Колеса и ручка
- Инструментальная полка
- Покраска стола сварщика
- Видео: как сделать сварочный стол
- Общепринятые правила и полезные советы
Требования к конструкции сварочного стола
Прежде, чем приступить к разработке чертежа сварочного стола, следует ознакомиться с требованиями, которые предъявляются к такого рода конструкциям. Среди них:
- обязательное наличие вытяжки. Она не должна мешать выполнять работу и в то же время эффективно отводить газы, образуемые в процессе сварочных работ;
- по левую сторону от сварщика устанавливается приточный вентилятор на высоте порядка 1,3-1,5 метра;
- нужно предусмотреть медные кант на сварочном столе. Он необходим для быстрой очистки электродов;
- под инструменты и комплектующие устанавливается несколько ящиков и навесных полок;
- крепления для заземления;
- устанавливается достаточно мощный светильник, обеспечивающий хорошую видимость во всех зонах рабочего стола.
При монтажных работах запрещается использовать горючие материалы или комплектующие с высоким содержанием вредных примесей. При нагревании они будут выделяться в воздух и мог стать причиной отравления сварщика. Конструкция стола может быть максимально простой (ровная поверхность на четырех ножках) или более сложной – с дополнительными приспособлениями и зажимами. Выбор зависит от периодичности использования рабочего места и сложности выполняемых операций.
Простая и полупрофессиональная модели сварочных столов
Основой простого варианта служит жесткая столешница, к которой крепятся вертикальные стойки. Снизу на высоте 20 см от уровня пола к ножкам привариваются поперечное усиление. К основной раме приваривается столешница, в которой предусмотрены пазы для струбцин и кронштейн сварочного кабеля. Ниже рабочего горизонта крепится горизонтальный лист, который будет служить в качестве поддона для сбора мусора. В боковой части стола можно предусмотреть набор вертикальных полок для комплектующих и расходников. Здесь же ставится емкость с водой.

Полупрофессиональный стол сварщика комплектуется дополнительным оборудованием. Благодаря более широкой оснастке сварщик сможет выполнять и другие операции: сверление, шлифование, фрезерование и т.д. Системы, обеспечивающие принудительную циркуляцию воздуха, тоже могут встраиваться в стол. Опорные стойки конструкции крепятся к столу, а столешница делается вращающейся. Это обеспечивает максимум удобства и высокую устойчивость стола при работе с тяжелыми заготовками. Комплектацией предусмотрены тиски и дополнительные струбцины. Инвертор устанавливается на отдельной поворотной площадке.

Выбор сварочного стола
Выбор варианта конструкции зависит от вида работ, которые нужно будет выполнять и наличия свободного места. Для гаража лучше всего подойдет откидной верстак. Если же есть достаточно свободного пространства, то практичней будет сделать или купить стационарный стол с поворотной платформой. Тем, кто хочет получить максимум комфорта, рекомендуется изготовить самодельный сварочный стол с вращающейся рабочей поверхностью.
Для выполнения сложных ремонтных работ потребуется дополнительное оборудование. Его можно установить только в том случае, если столешница имеет достаточно большую площадь. Чтобы сделать сварочный столик максимально функциональным, желательно учесть советы практикующих специалистов:
- Рабочая зона ограждается вертикальной защитой, выполненной из огнестойкого материала.
- Достаточная жесткость конструкции обеспечивается при весе стола от 180 кг и больше.
- Нужно избежать бликов от освещения. Поэтому нежелательно использовать энергосберегающие источники света, поскольку стекло маски их не поглощает.
- Поворотная платформа очень желательна.
- Если нет возможности оборудовать стационарную приточно-вытяжную вентиляцию, то необходимо предусмотреть хотя бы передвижной вентилятор с магнитными присосками.
Изготовление сварочного стола из профильной трубы своими руками
Это не только реальная возможность сэкономить, но и отличный шанс сделать рабочее места под запросы конкретного человека.

Инструменты
Минимальный набор инструментария, который потребуется при изготовлении сварочного стола своими руками:
- рулетка, мел, пассатижи;
- молоток, угольник, линейка;
- кусачки и струбцины;
- метчики, болгарка или, как минимум, ножовка по металлу;
- сварочный аппарат, токарный или фрезерный станок.
Размеры сварочного стола
Не стоит ориентироваться на промышленные образцы. Реализовать подобные проекты в домашних условиях весьма непросто, а порой просто нереально. Впрочем, они пригодятся в качестве основы для составления своего проекта. В чертеже обязательно указываются размеры всех элементов конструкции. Основные эргономические требования:
- Рабочая зона размером не более 1 метр по длине и 0,8 метра по ширине.
- Высота рабочей поверхности должна находиться в пределах 0,7-0,85 м от земли.
- Общая высота сварочного стола с защитным ограждением – до 1,4-1,5 м.

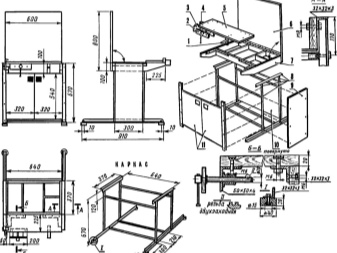
Раскрой
В изготовлении стола можно использовать как покупные, так и подручные материалы. Потребуется:
- 4 заготовки для каркаса полки из уголка 25х25 мм. Длина 46о мм, концы обрезаны под углом 45 градусов.
- 2 листа металла размером 445х750 мм под полки.
- На ножки потребуется 4 отрезка профтрубы 30×230×21,5 мм длиной 760 мм.
- Для продольного каркаса стола нужно отрезать 4 уголка 25х225 мм длиной 760 мм.
- 2 куска профильной трубы 60×240 ×25 мм длиной 1 и 2 метра.
- 8 штук отрезков профиля 40×230×21,5 мм длиной по 720 мм каждый.
- Колесные опоры в количестве 4 шт.: 2 – со стопорами и две без них.
- Потребуется еще 4 уголка 30х30 мм для большей жесткости стола.
Столешница сварочного стола
Каркас выполняется из профильной трубы размером 60х240 мм, а сама столешница делается из профиля 40х230 мм. Расстояние между свариваемыми заготовками должно быть одинаковым. В дальнейшем зазоры будут необходимы для крепления деталей струбцинами и зажимами. Если нужно будет удлинить стол для сварочных работ, то следует предусмотреть откидную дополнительную поверхность.

Ножки
К углам каркаса столешницы ножки привариваются. Чтобы точно их выставить, следует предварительно прихватить заготовки в двух местах, угольником проверить точность позиционирования и только после этого приваривать «намертво». В нижней части ножек привариваются небольшие пластины прямой формы, которые повышают устойчивость стола и защищают поверхность пола от повреждений стенками профильной трубы.

Пояс жесткости
Прочность стола в разы увеличивается, благодаря установке пояса жесткости. Его можно сварить из уголка 30х30 мм и крепится к ножкам на высоте примерно 25 см от уровня пола. такая обвязка выполняется по кругу.

Защитный экран
Такой элемент необходим для того, чтобы брызги от сварки не разлетались по сторонам. Делается защитный экран из уголка и стального листа. Желательно делать не только фронтальную часть, но и боковые стенки. Экран делается съемным для удобства в случае перемещения стола или работы с крупногабаритными заготовками.
Колеса и ручка
В случаях, когда планируется частое перемещение сварочного стола, то колесики и транспортировочная ручка просто необходимы. Следует иметь ввиду, что в случае установки четырех колес обязательно наличие у них стопорного механизма. В противном случае не удастся обеспечить стабильность рабочей площадки. Для удобства транспортировки к корпусу привариваются п-образные ручки.

Инструментальная полка
Изготавливается из листов металла, по периметру которого приваривается уголок. Он является основанием и одновременно ребром жесткости. Полки монтируются на стену или рабочий стол. В идеале с подобных полок собирается небольшая инструментальная тележка на двух или четырех колесиках. Для хранения мелкого инвентаря и комплектующих целесообразно сделать один или два выдвижных ящика.

Покраска стола сварщика
Финал изготовления сварочного стола своими руками – покрасочные работы. Сварочные швы предварительно зачищаются и обрабатываются антикоррозийным средством. Если краска будет наноситься методом распыления (краскопульт или баллончик), то нужно защитить колесика, повороты столешницы и другие аналогичные места. В противном случае они могут заклинить. Для декоративной отделки поверхности используются жаростойкие эмали по металлу. С хорошей стороны показал себя сурик железный. После нанесения краски ее обжигают горелкой, чтобы улучшить показатели жаростойкости.

Видео: как сделать сварочный стол
Общепринятые правила и полезные советы
Профессия сварщика относится к числу вредных специальностей, поскольку во время работы сварочного аппарата специалист подвергается:
- негативному воздействию высоких температур;
- риску травмироваться брызгами раскаленного металла;
- вредному ультрафиолетовому облучению;
- вероятности поражения электрическим током.
Чтобы минимизировать и даже полностью исключить негативные последствия, связанные с профессиональной деятельностью, следует придерживаться правил:
- в обязательном порядке рабочая комната оснащается эффективной приточно-вытяжной вентиляцией;
- перед началом работы следует проверить оборудование на целостность изоляции, надежность креплений и контактов;
- во время сварочных работ использовать средства защиты: маску, респиратор, специальную одежду, обувь и перчатки. Спецодежда должна быть изготовлена из огнезащитного материала;
- не допускается загромождение стола и пространства вокруг него посторонними предметами, которые не используются для данного цикла сварочных работ;
- строго воспрещается работа с неприспособленных опор;
- предназначенные для сваривания элементы должны быть надежно зафиксированы струбцинами или зажимами;
- в случае выполнения работ в помещениях с горюче-смазочными материалами, расстояние до них должно быть не меньше пяти метров.
Для обеспечения максимального комфорта следует укомплектовать рабочий стол сварщика вспомогательными устройствами. Точность сварки зависит в том числе и от надежности фиксации заготовок. Струбцины и зажимы должны быть неотъемлемой частью инструментария сварщика. Мелкие заготовки, которые сложно закрепить механическим способом, удерживаются при помощи магнитного поля.
Как сделать сварочный стол своими руками?

- Требования к самодельным столам
- Инструменты и материалы
- Схема изготовления
- Сборка
- Размеры
- Меры безопасности
Для людей, которые постоянно работают со сваркой, необходимым предметом является удобный сварочный стол. Это изделие выступает не только в качестве подходящего рабочего места, но и в качестве места заземления. Имеющиеся в продаже готовые конструкции стоят немало, поэтому есть смысл поговорить о том, как сделать такой стол своими руками.



Требования к самодельным столам
Перед началом работы по монтажу сварочного стола следует учесть основные требования, которые касаются изготовления. Например, должна быть предусмотрена возможность заземления сварочного оборудования. Данное условие является наиболее важным.
А также следует помнить, что стол для сварщика изготавливают только из безопасных и негорючих материалов, которые, кроме того, должны обладать достаточно хорошей устойчивостью к низким температурным режимам.



Прочность изделия тоже играет важную роль. Стол должен выдерживать нагрузку от 100 до 150 кг. Обязательно наличие специальной вытяжки. На одной из боковых сторон конструкции нужно разместить небольшой вентилятор для отвода с места работы вредных испарений, образующихся в процессе сварки.

Стол должен быть оснащен поддоном. Его располагают под столешницей. А нужен он для того, чтобы в нём скапливался мусор, образующийся в процессе сварочных работ. Конструкция должна предусмотривать место для хранения необходимых инструментов и материалов. Еще одним требованием для стола является наличие точечного и достаточно яркого освещения.

Лучшим вариантом в данном случае будет система, состоящая из нескольких небольших светодиодных источников.
Инструменты и материалы
Заранее приготовьте все необходимое для изготовления стола. Вам понадобится следующий набор инструментов:
- сварочный инверторный аппарат и электроды для него;
- пассатижи;
- дрель;
- свёрла по металлу;
- молоток;
- измерительная линейка;
- карандаш для необходимых разметок;
- рулетка;
- угольник;
- фреза;
- метчик, предназначенный для резьбы;
- пила для металлических изделий (вместо нее можно использовать электрическую болгарку);
- струбцины (всего нужно 3 элемента С-образного вида);
- вытяжка.




Кроме вышеперечисленных инструментов, следует подготовить магнитное основание. Оно позволит значительно упростить обработку маленьких деталей, которые практически невозможно удерживать вручную. Можно подготовить и несколько зажимов, что дают возможность поддержки конструкции под определенными углами.

А также нужно подготовить и материалы. Их количество легко посчитать, опираясь на обозначения, которые даны на чертежах. Но к обозначенным цифрам лучше прибавлять 15-20%, которые могут понадобиться в непредвиденных случаях (поломки, ошибки в расчетах и так далее).
Кроме того, понадобятся различные дополнительные фиксаторы в случае необходимости. Такие элементы будут нужны, если вы решите изготовить сварочный стол, у которого столешница сможет подниматься и опускаться до нужного уровня.

Иногда используют специальные конструкции для фиксации ножек к напольному покрытию. Часто это делают при помощи болтовых соединений.
Схема изготовления
На просторах интернета сегодня любой человек сможет найти огромное количество различных схем и чертежей, которые позволяют создать сварочный стол разных типов (складной, сборочный, поворотный). Рассмотрим наиболее простой вариант изготовления.
Сварочный стол состоит из большого количества деталей. Их рекомендуется изготавливать по отдельности. В конце, когда все заготовки будут сделаны, можно будет приступать к окончательной сборке.
Верхняя крышка
Литые столешницы использовать не следует. Лучше сделать новую сварку для верхней крышки. Для этого рекомендуется взять профильную трубу (оптимальный размер составит 60х40х2 мм). Решетка, расположенная внутри рамы, также выполняется из профиля, но меньшего размера.
Все элементы нарезаются при помощи электрической болгарки. Торцы на срезах обязательно тщательно зачищают, чтобы не было неровностей. После этого заготавливается верхняя рама, при этом ее диагонали должны быть максимально идентичными.
Затем профили, которые предназначены для внутренней части, аккуратно нарезаются соответственно размерам уже готовой каркасной конструкции. Позже их вставляют друг в друга, расстояние между ними при этом должно составлять около 30-50 мм. Поверх рамы закрепляют швеллера. Если в дальнейшем потребуется регулярное удлинение этой части стола, то тогда к столешнице дополнительно крепят откидные панели. На поверхность верхней части можно установить медный кант, он нужен для того, чтобы производить очистку электродов.

Ножки
Чтобы сделать эти детали, лучше взять трубы круглой формы с диаметром не менее 50 мм (если нет круглой, вполне пойдет квадратная). Длина одной заготовки должна быть около 760 мм. Стойки прочно свариваются по углам к заготовленной столешнице.

Увеличение жесткости
Когда ножки будут полностью закреплены к верхней части, для их большей прочности можно сделать специальную обвязку в нижней части стоек. Для этого от напольного покрытия надо отступить примерно 20-25 см, после чего произвести сварку ножек между собой уголком (30х30 либо 40х40 мм).

Уголок при этом варится к напольному покрытию своей ровной стороной. Делают это для того, чтобы в сформировавшуюся середину можно было уложить лист толстой фанеры или ДСП. Таким образом, будет изготовлена полка для хранения необходимых сварочных инструментов и материалов.
Во время изготовления и крепления ножек следите за тем, чтобы их не перекосило. К раме их присоединяют строго под прямым углом. В противном случае конструкция будет неустойчивой – на ней сложно будет работать.
При желании к стойкам можно отдельно приварить небольшие колесики, чтобы стол можно было переместить при необходимости. А также можно сделать несколько крючков для размещения кабеля.

Ручка
Важно сделать ручку максимально удобной, чтобы значительно облегчить наклон конструкции, а также перемещение сварочного стола. Для этого берут прут из металла с диаметром не менее 10 мм. Чтобы придать форму детали, следует применить молоток или тиски. Присоединять заготовку нужно к несущей раме столешницы. Для большего удобства лучше приварить сразу две такие ручки.

Вентиляционная система
Она предназначена для того, чтобы в процессе сварки человек не вдыхал вредные испарения. Лучше всего предварительно приобрести готовую вытяжку и установить ее к столу.
Как правило, вентиляционный механизм устанавливается слева от столешницы. Его размещают на высоте не менее 1,3-1,5 метров над ней.

Кабелепроводы и фиксаторы
Чтобы рабочая зона была максимально безопасной для человека, все силовые кабели должны быть организованы. Наиболее простым вариантом для фиксации является простой крючок. Такие детали приваривают по периметру изделия. А также для этой цели нередко берут специальные пластмассовые кабелепроводы.

Роликовые колеса
Такие детали не являются обязательными, но они значительно облегчают перемещение стола. Наибольшая устойчивость конструкции достигается только при наличии четырех небольших колес. Можно приобрести уже готовые элементы в магазине. К изделию они прикрепляются посредством сварки.

При изготовлении нужно сделать отделение для размещения сварочного оборудования. Чаще всего его производят из древесины или металлической основы.
Из данных материалов при помощи инструментов вырезают изделие, внешне напоминающее поддон. С заготовки убирают все неровности и шероховатости, если они имеются. Готовую нишу устанавливают в нижней части конструкции. Некоторые столы оснащаются целыми секциями для хранения, включающими несколько маленьких выдвижных ящиков и отдел с открытыми полками.


Дополнительный кожух
Этот элемент дает возможность очистки электродов от образовавшихся при работе окалин и другого мусора. Его выполняют из металлического листа, при этом допустимо брать основу почти любой толщины. Перед присоединением дополнительного кожуха нужно будет произвести приварку небольшого металлического прутка к ножкам с одной стороны, а после этого приступить к закреплению готовой детали. Сделать это также можно при помощи сварки или болтов.
Когда все отдельные детали стола будут полностью готовы, лучше провести тщательную зачистку образовавшихся сварочных швов. Если поверхность была изготовлена из металлических трубок, металлоконструкция должны быть сформирована в виде решетчатой поверхности с промежутками между ячейками (расстояние между ними составляет примерно 4-5 см).

Сборка
Собирать отдельные элементы сварочного стола следует в строго определенном порядке. Сначала к столешнице приваривают ножки и монтируют нижнюю обвязку. Затем приступают к созданию усилителей для стоек, привариванию опор и установке роликов.

Позже переходят к формированию защитного короба стола и монтажу ниши для инструментов. На заключительных этапах проводят зачистку сварочных швов и покрытие конструкции грунтовкой и краской.
Перед нанесением краски стол лучше покрыть антикоррозийным веществом, который позволит изделию прослужить более длительный срок. Чаще всего покраску осуществляют при помощи баллончиков или краскопульта. Если вы делали стол с колесами, их нужно сразу обернуть в полиэтилен, чтобы на них не попала краска. Иначе они могут заклинить в одном положении.

Для отделки таких столов оптимальным вариантом станут жаростойкие эмали, которые можно приобрести почти в любом строительном магазине. После нанесения и высыхания поверхность можно немного отжечь горелкой, что поможет сформировать прочное покрытие, устойчивое к низким температурам.
Чтобы работа в последующем была более комфортной, готовый стол можно оснастить различным вспомогательным оборудованием.

Размеры
Перед началом работы нужно сразу определиться с габаритами будущего сварочного стола. При этом нельзя руководствоваться готовыми промышленными чертежами, потому что создание изделий таких размеров в домашних условиях практически невозможно.
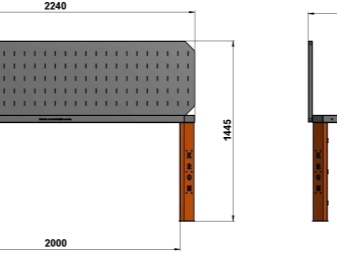
Оптимальной общей высотой будет значение в 1,3-1,5 м (с учетом ограждения для защиты). Размеры непосредственно рабочей зоны могут значительно варьироваться, но не превышать 1х0,8 м. Отдельно высота столешницы может находиться в пределах от 0,7 до 0,85 м.

Меры безопасности
В процессе создания данного стола самостоятельно стоит руководствоваться некоторыми важными правилами безопасности. Нужно помнить, что существует опасность поражения электрическим током, поэтому все работы нужно выполнять максимально осторожно.
А также не следует забывать о том, что имеются риски неблагоприятного воздействия электрической дуги на органы зрения, попадания раскаленных металлических частиц на открытые кожные покровы и в глаза.

Перед началом работ стоит осуществить несколько важных мероприятий. Заранее проверьте качество электрической цепи и состояние изоляции всей питающей проводки, точно продумайте заземление (заземлению обязательно подлежат вспомогательные электрические инструменты). После изготовления стола проконтролируйте, чтобы он был максимально устойчивым.
После установки включите и проверьте работу вентиляционной системы. Она должна исправно функционировать, забирая из воздуха вредные примеси.
Если вы размещаете сварочный стол в гараже или в мастерской, не забывайте, что он должен быть на расстоянии не менее 5 м от горючих и других легковоспламеняющихся веществ. Длинные изделия лучше делать для просторных помещений. В процессе сварочных работ при монтаже стола обязательно нужно воспользоваться защитной маской, защитой для органов дыхания и перчатками.
О том, как сделать сварочный стол своими руками, смотрите далее.
Стол для сварщика своими руками: изготовление и полезные советы
Если сварка осуществляется «на коленке», о качестве швов лучше не вспоминать. Чтобы они были прочными и аккуратными нужен сварочный стол. На нём работать комфортнее, так как детали при необходимости закрепляются струбцинами или держателями. Для гаража, где мало места подойдёт складной вариант.

Требования к сварочному столу
Перед проектированием и изготовлением, полезно узнать какие требования к столу предъявляются. К ним относятся:
- обязательная установка над рабочим местом принудительной вытяжки для отвода газов;
- вентилятор устанавливается слева на высоте 1,3 — 1,5м;
- для очистки электродов на стол сварщика устанавливается кант из медной полосы;
- установка полок и ящиков для электродов и инструмента;
- крепление для подключения заземления;
- запрещается применение в конструкции горючих материалов и выделяющих при нагреве вредные вещества;
- обязательное освещение рабочей зоны светильником на 36 В.
Разновидности столов для сварки
В зависимости от сложности и частоты выполняемых работ выбирается конструкция стола для сварки. При периодическом выполнении несложных операций выбирается простой вариант. Для ремонта и изготовления сложных конструкций потребуется сборочно-монтажный полупрофессиональный вариант.
Простой стол для сварочных работ
Такие конструкции прочны, легко изготавливаются, удобны для работы. Основой конструкции служит жёсткая рама, к которой приварены 4 стойки из профильной трубы или уголка. Внизу, на расстоянии 20 см от пола, они скреплены поперечинами. Сверху установлена столешница с пазами для струбцин. К раме со столешницей приваривается кронштейн для сварочного кабеля, а под ней не лишним будет поддон для сбора мусора. Сбоку можно поместить тумбу с полками для складывания крупногабаритной оснастки. Рядом с ней устанавливается подставка для ёмкости с водой.

Полупрофессиональный стол сварщика
Это более сложная конструкция, укомплектованная дополнительным оборудованием. По удобству работы она не отличается от простого типа, но с установленными металлообрабатывающими головками для сверления, фрезерования, шлифования и других операций. Возможна установка встроенных вентиляционных систем и воздуховодов. Опорные стойки полупрофессиональных столов крепятся к полу с помощью анкерных болтов или заделываются в бетон. Наличие вращающейся столешницы позволяет сваривать сложные конструкции с одного места. Для установки инвертора предусмотрена поворотная площадка. В комплект также входят съёмные тисы и струбцины разного размера.
Какой сварочный стол выбрать
Выбор зависит от имеющегося места и решаемых задач. В тесном гараже эпизодические сварочные работы можно выполнять за откидным верстаком для сварочных работ. Если место позволяет удобней будет стационарный или мобильный стол простого типа. Любителям комфорта рекомендуется приобрести или изготовить самостоятельно поворотный стол в форме круга, установленный на жёстко закреплённой опоре. Для производства сложного ремонта, чтобы всё было под рукой, лучше выбрать рабочий стол с установленными на нём станками. Заводские модели комплектуются различными дополнительными устройствами, поэтому чтобы не переплачивать подумайте, насколько они для вас важны.
Как выбрать удобную и надёжную конструкцию подскажут рекомендации специалистов:
- рабочая зона должна быть огорожена защитным экраном из огнестойкого материала;
- для обеспечения надёжной жёсткости конструкции её вес должен быть не менее 180 — 200 кг;
- освещение не должно создавать бликов, поэтому применение энергосберегающих ламп исключено, так как их свет не поглощается стеклом маски;
- поворотная платформа приветствуется;
- если нет встроенной вентиляции, должен использоваться передвижной вентилятор с магнитными присосками на всасывающем рукаве.
Изготовление сварочного стола своими руками
Сборка сварочного столика своими руками не только экономит семейный бюджет, но и позволяет сделать его под конкретные условия эксплуатации.

Необходимые инструменты и приспособления
Чтобы самостоятельно сделать сварочный столик необходимо запастись:
- пассатижами;
- рулеткой;
- мелом;
- линейкой;
- молотком;
- угольником;
- кусачками;
- тремя С-образными струбцинами;
- болгаркой или, в крайнем случае, ножовкой по металлу;
- сварочным аппаратом с электродами;
- метчиками с воротком для нарезания резьбы;
- фрезерным или токарным станком, на котором будут сниматься фаски.
Определяемся с размерами стола
Пользоваться промышленными чертежами сварочного стола не стоит. Их воплощение в жизнь в домашних условиях затруднительно из-за невозможности применения заводских технологий. Но взять за основу можно, чтобы составить свой проект. В нём указываются общие габариты и размеры всех деталей.
Чтобы стол был удобен для работы, должны выполняться эргономические требования:
- максимальные размеры рабочей зоны не свыше 1×0,8 м;
- высота столешницы должна быть не ниже 0,7 м, но не выше 0,85 м;
- общая высота с учётом защитного ограждения не больше 1,4 — 1,5 м.

Заготовка и раскрой
Изготовить самодельный сварочный стол можно из подручных материалов: уголков, профильных труб, листового железа. Сначала болгаркой отрезаются:
- 4 уголка 25 ×25 мм, длиной 0,46 м с концами, обрезанными под углом 45⁰, боковые стороны каркасов полок;
- 2 железных листа толщиной 3 мм размером 44,5×75 см для полок;
- 4 отрезка профильной трубы 30×230×21,5 мм длиною 76 см на ножки;
- 4 уголка 25×225 длиной 0,76 м со срезанными под углом 45⁰ концами, продольные стороны каркасов полок;
- 2 отрезка профиля 60×240 ×25 длиной 1 м и 2 размером 0,72 м для каркаса столешницы;
- 8 профилей 40×230×21,5 длиной 0,72 м на столешницу;
- 2 колёсные опоры со стопорами и 2 без них;
- 4 уголка 30×30 для пояса жёсткости.
Изготовление столешницы
Её каркас сваривается из профильной трубы 60×240. Сама столешница для сварочного стола собирается из профиля 40×230. Отрезки привариваются таким образом, чтобы расстояния между ними были равны. В итоге получается поверхность стола с зазорами, которые используются для установки струбцин и держателей. При необходимости периодического удлинения столешницы к её бокам крепятся откидные панели.

Изготовление ножек для стола
Ножки привариваются в углах каркаса столешницы. Предварительно их прихватывают в нескольких точках и проверяют с помощью угольника и линейки углы. По отношению к раме они должны быть 90⁰. При несоблюдении перпендикулярности конструкция будет неустойчива. Поэтому перекосы устраняются и накладываются сплошные швы. Если стол не предполагается часто перемещать, снизу ножек привариваются кусочки листовой стали квадратной формы, чтобы повысить устойчивость.

Пояс жесткости сварочного стола
Чтобы придать конструкции максимальную прочность нужно сделать дополнительный пояс жёсткости. Его изготавливают из уголка 30×30, отрезки которого привариваются к ножкам на расстоянии 20 — 30 см от пола. Связка опор производится по кругу, усилительные элементы устанавливаются так, чтобы острый угол был снаружи.

Защитный экран
Он не даёт разлетаться брызгам от сварки и частицам, образующихся при зачистке швов. Раму для защитного экрана делают из лёгких уголков, а его из тонкого стального листа. Желательно такое ограждение рабочей зоны делать с боковыми стенками. К каркасу привариваются штифты, которые при установке входят в отверстия, просверленные в столешнице. При необходимости размещения крупногабаритных деталей экран снимается.

Колеса и ручка для перемещения
Колёсики потребуются для мобильного стола, если планируется часто его перемещать. Если их ставить на все 4 ножки, пара должна быть со стопорами, чтобы надёжно фиксировать положение стола на месте. При использовании колёсиков от магазинных тележек их устанавливают на две боковые опоры. Фиксация осуществляется другой парой ножек, с приваренными к ним прямоугольными металлическими пластинками. Чтобы переместить такой стол, придётся край, где нет колёсиков, приподымать.

Для удобства передвижения к каркасу столешницы приваривают одну или 2 ручки. Их изготавливают из прутка диаметром 10 — 12 мм в виде буквы П. Чтобы ручки не мешали их приваривают снизу.
Полка для инструментов
Её можно изготовить из металлических листов, закреплённых на уголках пояса жёсткости. Не возбраняется использование ДСП, OSB, многослойной фанеры. Однако тогда под столешницей необходимо приварить наклонный металлический лоток с бортиками. На нём будет собираться окалина и мусор, падающий через зазоры стола. Дополнительные полки свариваются из уголков 25 ×25 и 25×225. Некоторые умельцы делают встроенные тумбы с полками и выдвижными ящиками.

Покраска стола
Изготовление своими руками сварочного стола завершается его покраской. Перед нанесением покрытия необходимо зачистить сварочные швы и обработать их антикоррозийным составом. Если покраска планируется с помощью краскопульта или баллончиков колёсики нужно обернуть полиэтиленом, иначе они заклинятся. Краска, естественно, должна быть по металлу. Для отделки сварочного стола подойдут жаростойкие эмали, которыми красят радиаторы отопления. Неплохо зарекомендовал себя железный сурик. Если его после нанесения отжечь горелкой до обугливания образуется термостойкое прочное покрытие.

Полезные советы при работе за сварочным столом
Специальность сварщика относится к категории вредных профессий, так как он повергается:
- воздействию высокой температуры;
- опасности от разлёта брызг расплавленного металла;
- высокоинтенсивному ультрафиолетовому облучению;
- возможности поражения электротоком;
- риску пострадать от падения деталей.
Чтобы исключить последствия от воздействия перечисленных негативных факторов нужно выполнять правила, разработанные специалистами:
- помещение для работы должно быть оборудовано эффективной приточно-вытяжной вентиляцией;
- приступая к работе необходимо убедиться в отсутствии повреждений оборудования и изоляции, проверить насколько надёжны контактные соединения;
- в процессе выполнения работы пользоваться сварочной маской, респиратором, защитными перчатками с крагами, одеждой и обувью из огнеупорного материала;
- недопустимо загромождать стол для сварочных работ и подходы к нему посторонними предметами;
- запрещена работа с неприспособленных опор;
- детали, предназначенные для сварки, должны крепиться специальными приспособлениями;
- при работе в помещениях, где хранятся горюче-смазочные и легковоспламеняющиеся материалы расстояние до них от рабочей зоны должно быть не менее 5 м.
Чтобы условия работы были комфортными и безопасными, стол сварочный монтажный нужно оснастить вспомогательными устройствами. Для обеспечения точности сварки применяются струбцины, которыми детали фиксируются. Зажимами заготовки крепятся под углом между собой. Если мелкие детали невозможно закрепить механически, то для их фиксации пользуются магнитным основанием. Но при применении необходимо учитывать его вес и массу свариваемых деталей.
Видео изготовления сварочного стола
Советы по изготовлению сварочного стола своими руками, порядок работы
Работа сварщика требует определенного оборудования. В первую очередь это удобный верстак, который несложно сделать в условиях частной мастерской. Чтобы смонтировать сварочный стол своими руками, понадобятся определенные материалы и инструменты. Процесс состоит из нескольких этапов, на каждом из которых соблюдают правила техники безопасности.
- Особенности конструкции
- Виды и чертежи
- Необходимые материалы и инструменты
- Этапы изготовления
- Рабочая поверхность
- Ножки
- Защитный короб
- Техника безопасности при сварочных работах
- Видео
Особенности конструкции
Сварочный стол — основное рабочее место сварщика. На ровной металлической столешнице удобно производить ручную сварку, резку металла, зачистку деталей, конечную шлифовку изделий. Классический стол сварщика, изготовленный своими руками, подходит для установки в гараже или мастерской. В таких условиях габаритная конструкция служит заземляющим элементом, так как она полностью выполнена из металла.
Еще одно отличие рабочего верстака от обычного стола — его строение. Оно отвечает критерию практичности и требованиям техники безопасности. Обязательными элементами являются огнеупорная столешница, поддон и ножки. Конструкция также может быть оснащена нижней полкой, на которой удобно хранить инструменты и оборудование — сварочный аппарат, щиток, амперметр, вольтметр, пенал с электродами. Любое сварочное оснащение изготавливают и устанавливают по правилам безопасности:
- над столом — исправная вытяжка для отведения газообразных веществ;
- вентилирующее устройство смонтировано на высоте 1,3–1,5 м над сварочным верстаком;
- по краю столешницы приварена медная окантовка для сбивания смазки электродов;
- рабочее место оснащено светильниками, функционирующими под напряжением 36 В.
На столе или рядом с ним исключается хранение огнеопасных веществ и материалов.





Виды и чертежи
В зависимости от конструкции все сварочные столы, предназначенные для частных мастерских, делят на две разновидности: простые и полупрофессиональные. Для временной или несложной работы подходит первый вариант. Для изготовления усложненных изделий требуется полупрофессиональная (поворотная или сборочно-монтажная) конструкция.
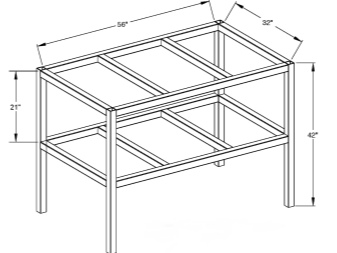
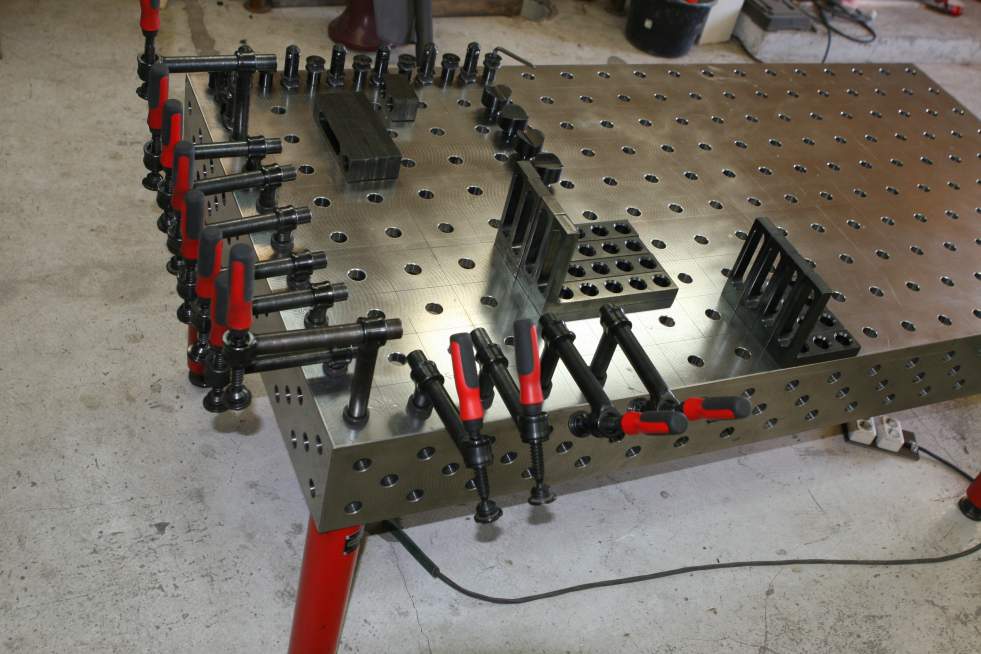
Проще всего сделать своими руками первую разновидность сварочного стола. Простая модель состоит из жесткой прямоугольной рамы, к которой приварены четыре опоры. В качестве последних используют уголок или стальную трубу. Для большей устойчивости ножки скреплены по периметру металлическими перекладинами. Столешница простого стола оснащена пазами перфорации для закрепления свариваемых деталей.
Конструкция полупрофессионального верстака оборудована круглой платформой, которая может плавно вращаться. Движение возможно благодаря установленному электродвигателю. Такая модель позволяет сварщику создавать сложные изделия, не передвигаясь вокруг мебели. Сборочно-монтажный стол предусматривает дополнительные вмонтированные элементы: головчатые устройства для сверления, шлифования, фрезеровки, а также встроенный вентилятор.
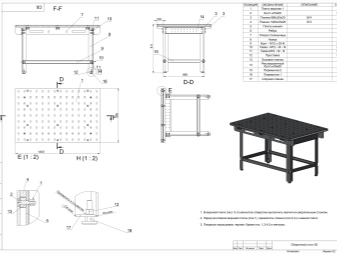
Для самостоятельного монтажа необходимо подготовить чертежи приспособления. На них должны быть прорисованы все детали с точными размерами. Если готового варианта нет, составлением чертежа сварочного стола занимаются вручную. Для этого формируют ведомость материалов. Сводную таблицу с размерами стола, наименованиями материалов отражают на одном листе с самим эскизом. При расчетах учитывают, что высота верстака должна укладываться в пределы от 700 до 850 мм, а его площадь составлять не менее 800 × 1000 мм.
 Простой
Простой  Полупрофессиональный
Полупрофессиональный  Сборочно-монтажный
Сборочно-монтажный  Чертеж
Чертеж
Необходимые материалы и инструменты
Для создания сварочного стола своими руками понадобятся стандартный набор инструментов и надежные материалы. Последние должны отвечать правилам противопожарной безопасности. Для работы подготавливают:
- аппарат для сварки;
- болгарку;
- пассатижи;
- рулетку;
- молоток;
- угольник.
Болгарку можно заменить ножовкой по металлу. Для прорисовки линий и отметок в комплект включают мел. Для изготовления полноценной модели понадобятся также струбцины, зажимы и магнитное основание для удержания мелких деталей.
Чтобы сварить стол из металла, необходим материал, не подвергающийся действию сварочного луча и выдерживающий большие весовые нагрузки. Раму делают из профиля размером 60 × 40 × 2 мм, а рабочую поверхность — из аналога с параметрами 30 × 30 × 1,2 мм. Для работы подходит также швеллер П-образной конфигурации. Для поддона заготавливают металлический лист.
Если ножки будут изготовлены из профильной трубы, ее следует подбирать по сечению. Оно должно быть минимум 60 × 60 × 2 мм. Для стоек подходит уголок 63 × 63 × 4 мм, а для обвязки ножек — уголок 30 × 30 или 40 × 40 мм. Если стол предполагается переставлять, также заготавливают колесики или ручки, для которых подойдут скобы или арматура. Для крючков понадобятся гвозди или проволока, для полки или тумбочки — фанера или ДСП.
Сплошной металлический лист не используют для столешницы.
Этапы изготовления
Пошаговая инструкция по изготовлению сварочного стола в домашних условиях состоит из нескольких этапов. Первый блок работ включает сооружение столешницы, второй — ножек, третий — защитного короба. Весь процесс основан на сварке металлических деталей.
Рабочая поверхность
Столешница сварочного верстака готовится в два приема: сначала — рама, затем — сама поверхность. Согласно чертежу, из профильной трубы нарезают болгаркой отрезки, необходимые для изготовления рамы. Торцы металлических деталей зачищают от заусенцев. Затем профиль сваривают, выдерживая четкую геометрическую форму.
Далее из профильной трубы или швеллера нарезают внутренние детали, также ориентируясь на чертеж или размер уже готовой рамы. Перед тем как сварить стол, заготовки выкладывают на раму на расстоянии 3–5 см друг от друга. Если это не швеллеры, а профиль, его вставляют внутрь рамы. Детали фиксируют сваркой и зачищают швы. В заключение по бокам конструкции приваривают ручки из закругленной арматуры.
 Из профильной трубы нарезать отрезки, необходимые для изготовления рамы
Из профильной трубы нарезать отрезки, необходимые для изготовления рамы  Торцы металлических деталей зачистить от заусенцев
Торцы металлических деталей зачистить от заусенцев  Нарезать внутренние детали, ориентируясь на чертеж или размер уже готовой рамы
Нарезать внутренние детали, ориентируясь на чертеж или размер уже готовой рамы  Сварить стол, выложив заготовки на раму на расстоянии 3–5 см друг от друга
Сварить стол, выложив заготовки на раму на расстоянии 3–5 см друг от друга  Зафиксировать детали сваркой и зачистить швы
Зафиксировать детали сваркой и зачистить швы
Ножки
По заданной высоте стола из трубы нарезают четыре стойки. Их приваривают к углам уже готовой столешницы. Важно выдержать точный угол в 90 градусов, иначе конструкция будет неустойчивой. Для этого пользуются угольником.
Далее на металлических столах для усиления крепят перекладину. Отступив от конца стоек 20–30 см, приваривают по периметру уголок. Его кладут плоской стороной на внутреннюю часть ножек таким образом, чтобы получилась подставка для полки. При необходимости на низ стоек крепят колесики, а на верхнюю часть — крючки для рабочего инвентаря.
 Нарезать четыре стойки из профильной трубы по заданной высоте
Нарезать четыре стойки из профильной трубы по заданной высоте  Приварить их к углам уже готовой столешницы
Приварить их к углам уже готовой столешницы  Сделать для усиления поперечную перекладину
Сделать для усиления поперечную перекладину  При необходимости на низ стоек закрепить колесики
При необходимости на низ стоек закрепить колесики  Для удобства в комплект к столу можно изготовить полки для инструментов
Для удобства в комплект к столу можно изготовить полки для инструментов
Защитный короб
На заключительном этапе монтажа для сварочного стола делают специальный монолитный поддон. Для этого из металлического листа вырезают заготовку по размерам, превышающим рабочую поверхность крышки верстака. У выкройки загибают вверх края, чтобы получились невысокие бортики. Защитный короб крепят снизу столешницы под незначительным уклоном. Такой экран выполняет защитную роль во время сварочных работ. В него собираются шлак, окалина. Благодаря этому конструктивному элементу на предметы, лежащие внизу, не попадают искры и мусор.
Для удобства в комплект к сварочному столу можно изготовить объемную тумбочку с полками для инструментов.
Техника безопасности при сварочных работах
Так как все этапы процесса непосредственно связаны со сваркой, необходимо придерживаться стандартных правил безопасности. Они касаются размещения и оснащения сварочного поста, спецодежды, физических параметров работы приборов. Техника безопасности включает следующие пункты:
- Мастерская должна быть оборудована вентиляционной системой. Помещение должно предусматривать возможность проветривания.
- Если сварка проводится на открытом воздухе, рабочее место должно находиться под навесом. При этом во время сильного дождя или снегопада процесс останавливают.
- Сварщик должен быть одет в защитную одежду, которая включает маску (щиток), рукавицы из спилка или замши, обувь и костюм из невоспламеняющегося материала.
- Если проводится сварка деталей из оцинкованного металла, мастеру для защиты дыхательных путей необходим респиратор.
- У сварочных кабелей должна быть неповрежденная обмотка, а у мест их стыковки — качественная изоляция. При обнаружении дефекта работу следует прекратить и восстановить целостность провода.
- Длина электрокабелей, идущих к сварочному аппарату, не должна превышать 10 м. Шнуры подвешивают на высоте 2,5 м или опускают на пол в заземленной стальной трубе.
- Оборудование можно использовать под напряжением не более 90 В. Оптимальная сила тока для работы составляет не более 0,05 А.
Для мастера, обладающего необходимыми навыками, изготовление стола для сварочных работ — несложное мероприятие. Главное — соблюдать все правила техники безопасности, придерживаться подготовленного чертежа и выполнять действия в определенной последовательности. В этом случае конечный результат будет отличаться надежностью и устойчивостью, а прочное готовое изделие на долгие годы обеспечит сварщику удобство при работе.
 Мастерская должна быть оборудована вентиляционной системой, а в помещении предусмотрена возможность проветривания
Мастерская должна быть оборудована вентиляционной системой, а в помещении предусмотрена возможность проветривания  Сварщик должен выполнять сварочные работы в специальной защитной одежде
Сварщик должен выполнять сварочные работы в специальной защитной одежде  Сварочные кабели должны иметь неповрежденную обмотку, а места их стыковки — качественную изоляцию
Сварочные кабели должны иметь неповрежденную обмотку, а места их стыковки — качественную изоляцию
Видео
Как сделать сварочный стол (инструкция по изготовлению своими руками)

Требования к сварочному столу
Перед проектированием и изготовлением, полезно узнать какие требования к столу предъявляются. К ним относятся:
- обязательная установка над рабочим местом принудительной вытяжки для отвода газов;
- вентилятор устанавливается слева на высоте 1,3 — 1,5м;
- для очистки электродов на стол сварщика устанавливается кант из медной полосы;
- установка полок и ящиков для электродов и инструмента;
- крепление для подключения заземления;
- запрещается применение в конструкции горючих материалов и выделяющих при нагреве вредные вещества;
- обязательное освещение рабочей зоны светильником на 36 В.
Порядок сборки
Для выполнения работ потребуется сварочный аппарат, электроды, «болгарка» с дисками по металлу, измерительный инструмент, болты для крепления. Предварительно составляется чертеж конструкции, вычисляются размеры заготовок. В последнем случае нужно учитывать толщину сварочного шва.
Инструкция по сборке:
- Формирование заготовок, проверка их размеров по чертежу.
- Сборка каркаса, сварка опорных стоек, крепление ребер жесткости.
- По габаритам готового каркаса изготавливают рабочую столешницу. После замеров ее не крепят.
- Монтаж защитного экрана. Угол наклона – до 45°, дополнительно делают желоб для ссыпания отходов сварки.
- Установка основной рабочей поверхности.
- Изготовление боковин, они крепятся к конструкции на шарнирах. Подвижные упоры из труб небольшого диаметра.
- Грунтовка и покраска.
- Установка листа ДВП или ДСП.
Дополнительно на стол сварщика можно установить крючки, ящики или коробки для хранения и фиксации инструмента. Выбор зависит от требований к функциональности и удобству эксплуатации.
Разновидности столов для сварки
В зависимости от сложности и частоты выполняемых работ выбирается конструкция стола для сварки. При периодическом выполнении несложных операций выбирается простой вариант. Для ремонта и изготовления сложных конструкций потребуется сборочно-монтажный полупрофессиональный вариант.
Простой стол для сварочных работ
Такие конструкции прочны, легко изготавливаются, удобны для работы. Основой конструкции служит жёсткая рама, к которой приварены 4 стойки из профильной трубы или уголка. Внизу, на расстоянии 20 см от пола, они скреплены поперечинами. Сверху установлена столешница с пазами для струбцин. К раме со столешницей приваривается кронштейн для сварочного кабеля, а под ней не лишним будет поддон для сбора мусора. Сбоку можно поместить тумбу с полками для складывания крупногабаритной оснастки. Рядом с ней устанавливается подставка для ёмкости с водой.
Простые сварочные столы легко изготавливаются и удобны для работы
Полупрофессиональный стол сварщика
Это более сложная конструкция, укомплектованная дополнительным оборудованием. По удобству работы она не отличается от простого типа, но с установленными металлообрабатывающими головками для сверления, фрезерования, шлифования и других операций. Возможна установка встроенных вентиляционных систем и воздуховодов. Опорные стойки полупрофессиональных столов крепятся к полу с помощью анкерных болтов или заделываются в бетон. Наличие вращающейся столешницы позволяет сваривать сложные конструкции с одного места. Для установки инвертора предусмотрена поворотная площадка. В комплект также входят съёмные тисы и струбцины разного размера.
По удобству работы полупрофессиональный стол не отличается от простого, но укомплектован дополнительным оборудованием
Чертежи стола
Проблема самостоятельного изготовления стола для сварочных работ заключается в минимальной информации о подобных конструкциях. Заводские модели не могут служить базой для составления чертежа, так как сложны, многие функции неприменимы в условиях домашней мастерской. Альтернатива – взять за основу простейший чертеж и улучшить его.
- не устанавливать колесики, так как они скажутся на устойчивости;
- на рабочей сварочной поверхности сделать своими руками продольные прорези (30 мм) для фиксации струбцин;
- под ними установить наклонную пластину для защиты инструмента от искр и окалины;
- монтаж подъемных боковин для увеличения рабочей поверхности стола.
В итоге должно получиться подобное приспособление для сварочных работ:
Рекомендованная высота – 90 см, ширина и длина рабочей поверхности – 50 и 55 см. Размер выносных боковин — 80*50 см.
Какой сварочный стол выбрать
Выбор зависит от имеющегося места и решаемых задач. В тесном гараже эпизодические сварочные работы можно выполнять за откидным верстаком для сварочных работ. Если место позволяет удобней будет стационарный или мобильный стол простого типа. Любителям комфорта рекомендуется приобрести или изготовить самостоятельно поворотный стол в форме круга, установленный на жёстко закреплённой опоре. Для производства сложного ремонта, чтобы всё было под рукой, лучше выбрать рабочий стол с установленными на нём станками. Заводские модели комплектуются различными дополнительными устройствами, поэтому чтобы не переплачивать подумайте, насколько они для вас важны.
Как выбрать удобную и надёжную конструкцию подскажут рекомендации специалистов:
- рабочая зона должна быть огорожена защитным экраном из огнестойкого материала;
- для обеспечения надёжной жёсткости конструкции её вес должен быть не менее 180 — 200 кг;
- освещение не должно создавать бликов, поэтому применение энергосберегающих ламп исключено, так как их свет не поглощается стеклом маски;
- поворотная платформа приветствуется;
- если нет встроенной вентиляции, должен использоваться передвижной вентилятор с магнитными присосками на всасывающем рукаве.
Из всего многообразия видов сварочных столов своими руками можно изготовить следующие:
- наиболее простые варианты, для не частых случаев применения сварки;
- полупрофессиональные столы, у которых имеется значительно больший функционал, чем у простых;
- поворотные столы используются сварщиками для обработки габаритных заготовок, когда сварку производят, не двигаясь с одного конкретного рабочего места.
Изготовление сварочного стола своими руками
Сборка сварочного столика своими руками не только экономит семейный бюджет, но и позволяет сделать его под конкретные условия эксплуатации.
Изготовление стола для сварки своими руками позволяет сделать его под свои потребности
Необходимые инструменты и приспособления
Чтобы самостоятельно сделать сварочный столик необходимо запастись:
- пассатижами;
- рулеткой;
- мелом;
- линейкой;
- молотком;
- угольником;
- кусачками;
- тремя С-образными струбцинами;
- болгаркой или, в крайнем случае, ножовкой по металлу;
- сварочным аппаратом с электродами;
- метчиками с воротком для нарезания резьбы;
- фрезерным или токарным станком, на котором будут сниматься фаски.
Определяемся с размерами стола
Пользоваться промышленными чертежами сварочного стола не стоит. Их воплощение в жизнь в домашних условиях затруднительно из-за невозможности применения заводских технологий. Но взять за основу можно, чтобы составить свой проект. В нём указываются общие габариты и размеры всех деталей.
Чтобы стол был удобен для работы, должны выполняться эргономические требования:
- максимальные размеры рабочей зоны не свыше 1×0,8 м;
- высота столешницы должна быть не ниже 0,7 м, но не выше 0,85 м;
- общая высота с учётом защитного ограждения не больше 1,4 — 1,5 м.
За основу берем готовый чертеж и дорабатываем по своим потребностям
Заготовка и раскрой
Изготовить самодельный сварочный стол можно из подручных материалов: уголков, профильных труб, листового железа. Сначала болгаркой отрезаются:
- 4 уголка 25 ×25 мм, длиной 0,46 м с концами, обрезанными под углом 45⁰, боковые стороны каркасов полок;
- 2 железных листа толщиной 3 мм размером 44,5×75 см для полок;
- 4 отрезка профильной трубы 30×230×21,5 мм длиною 76 см на ножки;
- 4 уголка 25×225 длиной 0,76 м со срезанными под углом 45⁰ концами, продольные стороны каркасов полок;
- 2 отрезка профиля 60×240 ×25 длиной 1 м и 2 размером 0,72 м для каркаса столешницы;
- 8 профилей 40×230×21,5 длиной 0,72 м на столешницу;
- 2 колёсные опоры со стопорами и 2 без них;
- 4 уголка 30×30 для пояса жёсткости.
Изготовление столешницы
Её каркас сваривается из профильной трубы 60×240. Сама столешница для сварочного стола собирается из профиля 40×230. Отрезки привариваются таким образом, чтобы расстояния между ними были равны. В итоге получается поверхность стола с зазорами, которые используются для установки струбцин и держателей. При необходимости периодического удлинения столешницы к её бокам крепятся откидные панели.
Получается поверхность стола с зазорами, которые используются для установки струбцин и держателей
Изготовление ножек для стола
Ножки привариваются в углах каркаса столешницы. Предварительно их прихватывают в нескольких точках и проверяют с помощью угольника и линейки углы. По отношению к раме они должны быть 90⁰. При несоблюдении перпендикулярности конструкция будет неустойчива. Поэтому перекосы устраняются и накладываются сплошные швы. Если стол не предполагается часто перемещать, снизу ножек привариваются кусочки листовой стали квадратной формы, чтобы повысить устойчивость.
Если стол не предполагается часто перемещать, снизу ножек привариваются кусочки листовой стали квадратной формы, чтобы повысить устойчивость
Пояс жесткости сварочного стола
Чтобы придать конструкции максимальную прочность нужно сделать дополнительный пояс жёсткости. Его изготавливают из уголка 30×30, отрезки которого привариваются к ножкам на расстоянии 20 — 30 см от пола. Связка опор производится по кругу, усилительные элементы устанавливаются так, чтобы острый угол был снаружи.
Чтобы придать конструкции максимальную прочность нужно сделать дополнительный пояс жёсткости
Защитный экран
Он не даёт разлетаться брызгам от сварки и частицам, образующихся при зачистке швов. Раму для защитного экрана делают из лёгких уголков, а его из тонкого стального листа. Желательно такое ограждение рабочей зоны делать с боковыми стенками. К каркасу привариваются штифты, которые при установке входят в отверстия, просверленные в столешнице. При необходимости размещения крупногабаритных деталей экран снимается.
Защитный экран не даёт разлетаться брызгам от сварки и частицам, образующихся при зачистке швов
Колеса и ручка для перемещения
Колёсики потребуются для мобильного стола, если планируется часто его перемещать. Если их ставить на все 4 ножки, пара должна быть со стопорами, чтобы надёжно фиксировать положение стола на месте. При использовании колёсиков от магазинных тележек их устанавливают на две боковые опоры. Фиксация осуществляется другой парой ножек, с приваренными к ним прямоугольными металлическими пластинками. Чтобы переместить такой стол, придётся край, где нет колёсиков, приподымать.
Колёсики потребуются для мобильного стола, если планируется часто его перемещать
Для удобства передвижения к каркасу столешницы приваривают одну или 2 ручки. Их изготавливают из прутка диаметром 10 — 12 мм в виде буквы П. Чтобы ручки не мешали их приваривают снизу.
Ножки для стола
Ножки нарезаются из круглой трубы толщиной 5 см (подойдет и из квадратной 5×5 см). Их длина должна быть приблизительно 760 мм. Стойки свариваются по углам к уже готовой столешнице.
Как сделать аппарат точечной сварки — как собрать в домашних условиях своими руками аппарат
Как собрать простой сварочный аппарат в домашних условиях: чертежи инверторных моделей и пошаговая инструкция по сборке
Какие типы сварочных аппаратов бывают: виды, принципы действия и классификация устройств
После крепления ножек, для усиления прочности и устойчивости конструкции в дополнение делают обвязку по низу стоек. Для этого, отступив от пола приблизительно на 20−30 см, ножки свариваются друг с другом уголком на 3×3 или 4×4 см.
Уголок варится ровной стороной к полу для того, чтобы в получившуюся середину уложить лист из ДСП или толстой фанеры. На получившейся полке хранят оборудование для сварки и прочие необходимые предметы.
Во время крепления ножек к столу важно, чтобы их не перекосило. Соединяются они с рамой точно под прямым углом. При необходимости к стойкам приваривают колесики для возможного передвижения стола и 3-4 крючка для подвешивания кабеля, каких-либо предметов.
Полезные советы при работе за сварочным столом
Специальность сварщика относится к категории вредных профессий, так как он повергается:
- воздействию высокой температуры;
- опасности от разлёта брызг расплавленного металла;
- высокоинтенсивному ультрафиолетовому облучению;
- возможности поражения электротоком;
- риску пострадать от падения деталей.
Чтобы исключить последствия от воздействия перечисленных негативных факторов нужно выполнять правила, разработанные специалистами:
- помещение для работы должно быть оборудовано эффективной приточно-вытяжной вентиляцией;
- приступая к работе необходимо убедиться в отсутствии повреждений оборудования и изоляции, проверить насколько надёжны контактные соединения;
- в процессе выполнения работы пользоваться сварочной маской, респиратором, защитными перчатками с крагами, одеждой и обувью из огнеупорного материала;
- недопустимо загромождать стол для сварочных работ и подходы к нему посторонними предметами;
- запрещена работа с неприспособленных опор;
- детали, предназначенные для сварки, должны крепиться специальными приспособлениями;
- при работе в помещениях, где хранятся горюче-смазочные и легковоспламеняющиеся материалы расстояние до них от рабочей зоны должно быть не менее 5 м.
Чтобы условия работы были комфортными и безопасными, стол сварочный монтажный нужно оснастить вспомогательными устройствами. Для обеспечения точности сварки применяются струбцины, которыми детали фиксируются. Зажимами заготовки крепятся под углом между собой. Если мелкие детали невозможно закрепить механически, то для их фиксации пользуются магнитным основанием. Но при применении необходимо учитывать его вес и массу свариваемых деталей.
Водяная горелка – миниатюрный автоген
Используется принцип получения водорода с помощью электролиза водного раствора щелочи. Благодаря малым наружным габаритам электролизера ему найдется место и на небольшом рабочем столе, а использование в качестве блока электропитания стандартного выпрямителя для подзарядки аккумуляторных батарей облегчает изготовление установки и делает работу с ней безопасной.
Относительно небольшая, но вполне достаточная для нужд моделиста производительность аппарата позволила предельно упростить конструкцию водяного затвора и гарантировать пожара – и взрывобезопасность.
Устройство электролизера
Между двумя платами, соединенными четырьмя шпильками, размещена батарея стальных пластин-электродов, разделенных резиновыми кольцами. Внутренняя полость батареи наполовину заполнена водным раствором КОН или NaOH.
Приложенное к пластинам постоянное напряжение вызывает электролиз воды и выделение газообразного водорода и кислорода.
Эта смесь отводится через надетую на штуцер полихлорвиниловую трубку в промежуточную емкость, а из нее в водяной затвор. Газ, прошедший через помещенную там смесь воды с ацетоном в соотношении 1 :1, имеет необходимый для горения состав и, отведенный другой трубкой в форсунку — иглу от медицинского шприца, сгорает у ее выходного отверстия с температурой около 1800° С.
 Состав электролизера:
Состав электролизера:
1 — изолирующая полихлорвиниловая трубка 10 мм, 2 — шпилька М8 (4 шт.), 3 — гайка М8 с шайбой (4 шт.), 4— левая плата, 5 — пробка-болт М10 с шайбой, б — плас-. тина, 7 — резиновое кольцо, 8 — штуцер, 9 — шайба, 10 —полихлорвиниловая трубка 5 мм, 11 — правая плата, 12 — короткий штуцер (3 шт.), 13 — промежуточная емкость, 14 — основание, 15 — клеммы, 16 — барботажная трубка, 17 — форсунка-игла, 18 — корпус водяного затвора.
Для плат электролизера я использовал толстое оргстекло. Этот материал легко обрабатывается, химически стоек к действию электролита и позволяет визуально контролировать его уровень, чтобы при необходимости добавлять через наливное отверстие дистиллированную воду.
Пластины можно изготовить из листового металла (нержавеющая сталь, никель, декапированное или трансформаторное железо) толщиной 0,6—0,8 мм. Для удобства сборки в пластинах выдавлены круглые углубления под резиновые кольца уплотнения, глубина их при толщине кольца 5—6 мм должна быть 2—3 мм.
Изоляции пластин, вырезаются из листовой маслобензостойкой или кислотоупорной резины. Сделать это вручную несложно, и все же идеальный для этого инструмент — “кругорез-универсал”.
Четыре стальные шпильки М8, соединяющие детали, изолированы кембриком диаметром 10 мм и пропущены в соответствующие отверстия диаметром 11 мм.
Количество пластин в батарее — 9. Оно определяется параметрами блока электропитания: его мощностью и максимальным напряжением — из расчета 2В на пластину.
Потребляемый ток зависит от количества задействованных пластин (чем их меньше, тем ток больше) и от концентрации раствора щелочи. В более концентрированном растворе ток больше, но лучше применять 4—8-процентный раствор — при электролизе он не так пенится.
Контактные клеммы припаиваются к первой и трем последним пластинам. Стандартное зарядное устройство для автомобильных аккумуляторов ВА-2, подключенное на 8 пластин, при напряжении 17 В и токе около 5А обеспечивает необходимую производительность горючей смеси для форсунки — иглы с внутренним диаметром 0,6 мм.
 Оптимальное соотношение диаметра иглы форсунки и производительности электролизера устанавливается опытным путем — так, чтобы зона воспламенения смеси располагалась вне иглы. Если производительность мала или диаметр отверстия слишком велик, горение начнется в самой игле, которая от этого быстро разогреется и оплавится.
Оптимальное соотношение диаметра иглы форсунки и производительности электролизера устанавливается опытным путем — так, чтобы зона воспламенения смеси располагалась вне иглы. Если производительность мала или диаметр отверстия слишком велик, горение начнется в самой игле, которая от этого быстро разогреется и оплавится.
Надежным заслоном от распространения пламени по подводящей трубке внутрь электролизера является простейший водяной затвор, который сделан из двух порожних баллончиков для заправки газовых зажигалок. Достоинства их те же, что и у материала плат: легкость механической обработки, химическая стойкость и полупрозрачность, позволяющая контролировать уровень жидкости в водяном затворе.
Промежуточная емкость исключает возможность смешивания электролита и состава водяного затвора в режимах интенсивной работы или под действием разряжения, возникающего при выключении электропитания. А чтобы этого избежать наверняка, по окончании работы следует сразу же отсоединять трубку от электролизера.
Штуцеры емкостей сделаны из медных трубок диаметром 4 и 6 мм, устанавливаются в верхней стенке баллончиков на резьбе. Через них же осуществляется заливка состава водяного затвора и слив конденсата из разделительной емкости. Отличная воронка для этого получится из еще одного пустого баллончика, разрезанного пополам и с установленной на месте клапана тонкой трубкой.
Соедините короткой полихлорвиниловой трубкой диаметром 5 мм электролизер с промежуточной емкостью, последнюю — с водяным затвором, а его выходной штуцер более длинной трубкой — с форсункой-иглой.
Включите выпрямитель, подрегулируйте напряжением или количеством подключаемых пластин номинальный ток и подожгите выходящий из форсунки газ.
Если вам необходима большая производительность — увеличьте количество пластин и примените более мощный блок питания — с ЛАТРом и простейшим выпрямителем.
Температура пламени также поддается некоторой корректировке составом водяного затвора. Когда в нем только вода, в смеси содержится много кислорода, что в некоторых случаях нежелательно.
Залив в водяной затвор метиловый спирт, смесь можно обогатить и поднять температуру до 2600°С.
Для снижения температуры пламени водяной затвор заполняют смесью ацетона и воды в соотношении 1:1. Однако в последних случаях следует не забывать пополнять и содержимое водяного затвора.
Водородная горелка в домашних условиях

В данной статье автор описывает процесс создания водородной горелки в домашних условиях. Представленное устройство не имеет накопительных баллонов для газа, что делает его довольно безопасным в эксплуатации. Водород производится методом электролиза, и вырабатывается из обычной воды. Газ, производимый в необходимых количествах ННО генератором, тут же сжигается в горелке, что исключает возможность его накапливания и взрыва.
Необходимые материалы для постройки горелки:
– Пластины из нержавейки, примерно 1 мм толщиной;
– Два болта М6х150 с шайбами и гайками;
– Кусок прозрачной трубки;
(В проекте использовалась трубка из водяного уровня)
– Штуцера с «елочкой»;
(их диаметр подбирается под шланг с водяного уровня)
– Пластиковый контейнер на полтора литра;
(подойдет обычный контейнер для хранения пищи)
– Фильтр проточной очистки;
(можно использовать фильтр стиральной машинки)
– Обратный водный клапан.
Инструменты используются стандартные, которые имеются в каждой мастерской.
Первым шагом будет создание сердца ННО генератора – электролизер. Он выполнен из листов нержавеющей стали, расположенных последовательно друг за другом через равные промежутки и скрепленных болтами.
Как говорится в источнике, марка нержавеющей стали нужна либо зарубежная AISI316L, ее отечественный аналог 03X16H15M3. Но это в идеале, в принципе можно использовать любую.
Почему используется именно нержавеющая сталь, а не к примеру обычный черный метал, ведь он тоже проводит ток? Дело в том что, во первых черный метал ржавеет в воде, во вторых в воду при работе аппарата будет добавляться щелочь, что при условии прохождения электрического тока будет создавать для пластин достаточно агрессивную среду, в которой обычное железо просто долго не протянет.
Из листа нержавейки нужно вырезать 16 квадратных пластин. По размеру они должны быть такими, чтобы свободно входили в пластиковый контейнер. Резать их можно болгаркой или лобзиком.
После этого, в каждой пластине просверливается по два отверстия, диаметром 6 мм, под болты. С противоположной стороны нужно спилить часть уголка.
Вот что должно получится:

Теперь еще немного теории. Принцип работы водородного генератора основывается на том, что при прохождении постоянного электрического тока через электролит между пластинами, ток расщепляет воду на ее составляющие: кислород и водород.
Из этого следует, что из пластин будут собраны две электрически изолированных друг от друга батареи, на одну из которых будет поступать плюс, на другую минус (анод и катод).
Вот как это выглядит схематически:
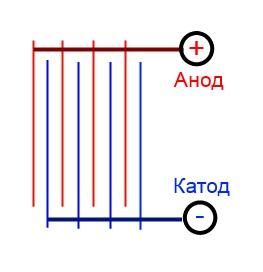
Такое количество пластин нужно для того, чтобы повысить площадь электрического воздействия на электролит, тем самым увеличив ток, проходящий через электролит, и как следствие количество вырабатываемого водорода.
Существует довольно много вариантов подключения пластин, и данный вариант не является самым оптимальным. Он используется, потому что является довольно простым в изготовлении и коммутации.
Данная схема рассчитана на малое напряжение и большой ток.
Для изоляции пластин друг от друга были использованы кусочки прозрачной трубки:

Толщина кольца должна равняться приблизительно 1 мм.
Скрепляются пластины так: на болт одевается шайба, затем пластина, затем три шайбы, пластина, три шайбы и т.д. Так собираются анод и катод, по 8 пластин.

Затем одна батарея вставляется в другую, развернувшись на 180 градусов. Между пластинами в качестве диэлектрика вставляются вырезанные ранее кусочки трубки.
После сборки две батареи прозваниваются между собой, и если нет короткого замыкания, устанавливаются в контейнер.
В контейнере просверливаются отверстия под болты, на них будет поступать напряжение.
В крышке контейнера просверливается отверстие под штуцер. Перед установкой самого штуцера, его посадочное место лучше промазать герметиком или силиконом. То же самое касается и прилегающей поверхности крышки. Чтобы проверить контейнер на герметичность его можно опустить в емкость с водой. Если на нем появятся пузырьки, значит контейнер не герметичный.
Для повышения генерации газа, в воду необходимо добавить некоторые примеси. Лучше всего подойдет гидроксид натрия, который содержится в средствах для прочистки труб от засоров.

Добавлять его следует осторожно, подключив в схему амперметр и следя за его показаниями.
Источник питания лучше использовать с регулировкой напряжения, от 0 до 12 вольт. Чем больше его мощность, тем лучше.
Далее остается установить обратный клапан и фильтр. Обратный клапан предотвратить попадание газа обратно в контейнер. Проточный фильтр так же служит в роли водяного затвора.
Устройство готово, осталось подключить блок питания и ацетиленовую горелку со шлангом.

