

Ключевые тенденции развития технологий литья пластмасс под давлением
На фоне увеличения спроса на высококачественные материалы и повышения интереса к концепции Industry 4.0 в сфере литья пластмасс под давлением в последние годы было предложено много новых технологий. Предполагается, что в будущем эти технологии будут становиться еще более точными и интеллектуальными.
Развитие технологий переработки происходит параллельно с разработкой новых продуктов. В последние годы еще больше повысился спрос на наноматериалы, биологические материалы и легкие пористые материалы и т.д. К литьевым изделиям предъявляются все более жесткие требования, и они начинают широко использоваться в таких сферах, как биомедицина, авиа- и ракетостроение, производство точной электроники. На этом фоне повышаются требования к системам впрыска и смыкания полуформ с точки зрения точности позиционирования, термостатирования и терморегулирования и т.д.
Технология сверхкритического микроячеистого вспенивания
Технология производства микроячеистых вспененных композиционных материалов позволяет на основе полимеров получать легкие структуры. При этом процессе в расплав полимера на стадии пластикации вводится газ, находящийся в сверхкритическом, жидком состоянии (CO2, N2).
Одним из наиболее известных и эффективных процессов такого типа является технология Mucell фирмы Trexel. При процессе происходит нагревание негорючего газа (N2 или CO2) и сжатие его до сверхкритического состояния. Затем он впрыскивается в качестве физического вспенивающего агента непосредственно в расплав полимера, образуя однородный однофазный раствор, из которого и формируется легкий вспененный материал с микро- и нанопорами.
Регулирование размера пор осуществляется за счет нуклеирования, расширения газа при изменении температуры и давления и т.д. Литье под давлением с микровспениванием является инновационной точной технологией. В ней решены многие проблемы и ограничения традиционного метода. Она позволяет значительно уменьшать массу изделий, сокращать цикл формования, снижать степень деформирования/коробления изделий, повышать их формоустойчивость.
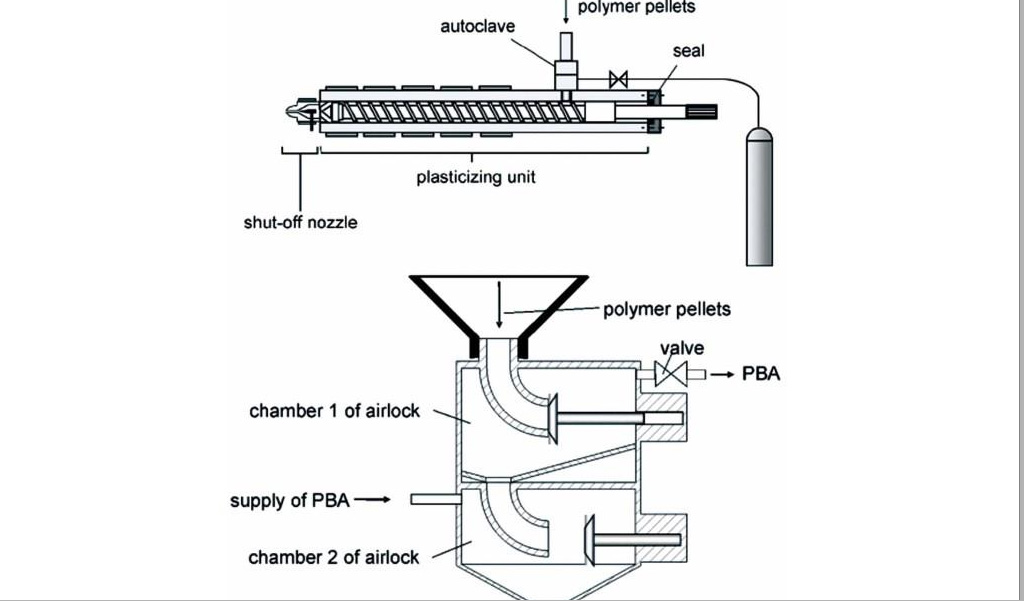
Компания ARBURG (Германия) и Институт переработки пластмасс технологического университета Аахена ( Plastics Processing of Aachen University of Technology), IKV (Германия) совместно разработали свой собственный процесс получения предварительно вспененных материалов ProFoam. При таком процессе сырье вспенивается газом N2 при низком давлении еще до попадания его в материальный цилиндр. Сырье сначала подается в верхнюю камеру устройства предварительного вспенивания (состоит из двух камер) и смешивается с физическим вспенивающим агентом (N2) при низком давлении (50 бар). После этого в камере открывается клапан, и сырье перемещается в нижнюю камеру сжатия.
Нано технология литья под давлением
Пластмассы все чаще начинают использоваться при производстве электрических приборов и электроники. Металлы обладают хорошим внешним видом и экранирующими (против электромагнитных полей) свойствами. Поэтому разработчики часто применяют их при получении корпусов и оснований для портативных электронных систем (например, мобильных телефонов, планшетов, ноутбуков). Однако металлы не обладают некоторыми свойствами, которые присущи пластмассам, такими как прозрачность, окрашиваемость, низкая стоимость, простота вторичной переработки. Поэтому при проектировании очень важно использовать эффективные методы соединения металлов и пластмасс.
Для получения структур на основе металлов и пластмасс используется технология наноформования (nano molding technology, NMT). Соединение компонентов происходит при литье за счет компонентов нанометрических размеров на поверхности металла. Наноскопические поры на поверхности металла получаются в результате процесса нанокристаллизации химической структуры (nano-crystallization chemical structure, NCS). После этого при формовании со вставкой (с закладными элементами) пластмасса прочно соединяется с обработанной металлической поверхностью.
Пластикация и смешение высоковязких и высокомолекулярных полимеров
При переработке пластмасс, особенно при формовании нанокомпозиционных материалов и термочувствительных биологических материалов, существует проблема низкой эффективности конвективного переноса теплоты и массы жидкости. Это существенно ограничивает возможности разработки биологических нанокомпозитов. При пластикации и смешении высоковязких и высокомолекулярных полимеров происходит их нагревание из-за интенсивного трения.
Такое разогревание приводит к нежелательным потерям тепловой энергии и снижению качества получаемого расплава. Если тепло невозможно быстро отвести от полимера, то может происходить разрушение молекулярных цепей и разложение материала. Это приводит к изменению свойств материала. Поэтому важно разработать и использовать при переработке эффективную и точную систему терморегулирования, в частности на стадии пластикации.
Специалисты определили, что температурное поле и скорость влияют на эффективность конвекции тепла, а следовательно, и на равномерность распределения температуры и тепла по всему объема расплава. Это явление и можно использовать для повышения эффективности терморегулирования.
Миниатюризация термопластавтоматов
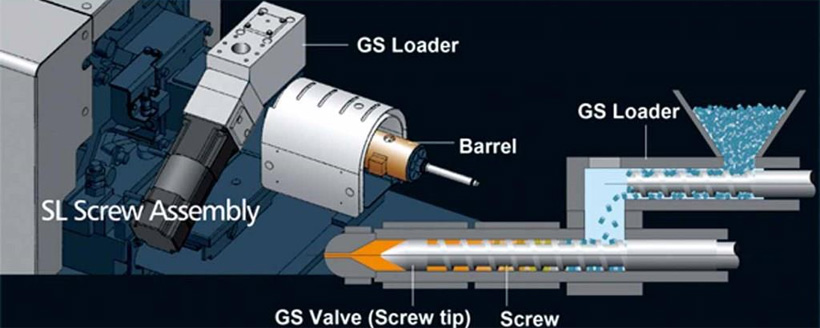
На фоне увеличения объема использования высокоточных литьевых компонентов продолжается тенденция к миниатюризации термопластавтоматов. Компания SUMITOMO DEMAG представила электрический ТПА с прямым приводом, в котором используется шнек SL (Spiral Logic). На таком ТПА можно получать шестеренки массой всего 0,524 г. Шнек SL Screw снижает риск неравномерного трения и нагревания материала, а значит, снижает степень колебаний плотности расплава.
В этом случае также снижается риск разложения расплава в материальном цилиндре. Система дозирования GS может корректировать скорость вращения шнека для дозирования сырьевых компонентов. Клапан GS применяется для предотвращения обратного течения полимера в материальном цилиндре. В таком случае также повышается равномерность распределения давления вдоль длины шнека, повышается стабильность параметров процесса и улучшается воспроизводимость результатов процесса.
Интеграция термопластавтоматов в сеть
Концепция Industry 4.0 предусматривает формирование умного предприятия,где систематически используются данные о процессе, все элементы интегрируются в единую систему, за счет чего достигается увеличение производительности, повышается коэффициент использования мощностей, улучшается качество получаемой продукции. Кроме того, за счет децентрализации оборудования, компонентов и вспомогательных систем повышается гибкость производства.
Например, на умном литьевом предприятии Borche используются ТПА с усилием смыкания 600–68000 кН, а также другое вспомогательное оборудование. Предприятие само координирует все процессы для повышения эффективности работы всей системы. Интеллектуальное взаимодействие между компонентами реализуется за счет коммуникации основного регулятора с каждой единицей основного и вспомогательного оборудования.
Самодиагностика и саморегуляция дефектов продукта
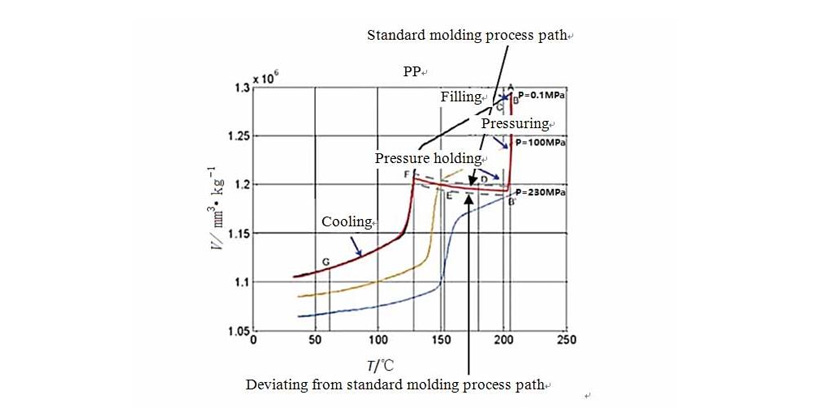
PVT-характеристики полимеров используются для описания изменения удельного объема материала при изменении температуры и давления. Эти характеристики высокомолекулярных материалов влияют на точность воспроизведения размеров и качества получаемых изделий.
Таким образом, с помощью PVT-характеристик полимеров удается эффективно управлять процессом формования и улучшать качество получаемых продуктов. Была разработана даже система онлайн-диагностики и самоадаптации, которая на базе PVT-характеристик может регулировать процесс литья под давлением.
В такой системе изменение температуры расплава (T), давления (P) и удельного объема (V) внутри формующих гнезд контролируются в режиме реального времени, за счет чего система автоматически идентифицирует колебания процесса, вызванные изменениями внешних условий или вязкости материала по сравнению со стандартным процессом. За счет этого стабилизируется также качество получаемых продуктов.
Вывод
Развитие технологий литья пластмасс под давлением в последние годы последовательно отвечает тенденциям всей промышленности переработки пластмасс, то есть стремлению к точности и интеллектуальному управлению. Термопластавтоматы непрерывно совершенствуются по уровню точности и интеллекта и все больше используются в биомедицине, аэрокосмической отрасли, высокоточной электроники и др.
В то же время, в соответствии с конкретными требованиями различных областей, индивидуализация и комплексное решение стали основной тенденцией в секторе литья пластмасс под давлением и развитие набора передовых также ускоряется. Помимо повышения производительности машин, сектор литья под давлением создает системное и интеллектуальное комплексное решение для конечных продуктов. Ожидается, что эта тенденция станет более очевидной, поскольку концепция Industry 4.0 становится все более популярной.
Yang Weimin, Jian Ranran (College of Mechanical and Electrical Engineering, Beijing University of Chemical Technology)
 Технологии [150] Технологии [150] |  Изделия [77] Изделия [77] |
 Оборудование [42] Оборудование [42] |  Сырье [109] Сырье [109] |
 Обзоры рынков [172] Обзоры рынков [172] |  Интервью [92] Интервью [92] |
 Репортаж [26] Репортаж [26] |  Все статьи Все статьи |
Статьи публикуются с разрешения автора и обязательным указанием ссылки на источник
Редакция оплачивает на договорной основе
технические статьи, маркетинговые отчеты, рецептуры, обзоры рынка
и другую отраслевую информацию и права не ее размещение
Приглашаем специалистов к сотрудничеству в качестве внештатных авторов и консультантов!
По вопросам публикации и оплаты статей обращайтесь в редакцию:
Тел/Факс: +7 (495) 645-24-17
Прислать сообщение
Литье под давлением
Литье под давлением – это высокопроизводительный автоматизированный технологический процесс создания тонкостенных деталей из цветных металлов, стали и пластмасс. С высокой скоростью жидкий расплав заполняет пресс форму. и далее в результате под давлением получаются отливки заданной формы. Эта статья подробно описывает технологию, оборудование и изделия, которые можно получить при помощи метода.
Описание технологических операций
Процесс литья под давлением осуществляется в стальных пресс-формах. Расплавленный материал подаётся в пресс-форму и кристаллизуется там под воздействием высокого давления.
Пресс-форма это технологическая литейная оснастка, сконструированная из подвижной и неподвижной стальных частей. Подвижная половина передвигается по направляющим цилиндрам, неподвижная закреплена на стационарной плите.

Перед заливкой подвижная часть плотно прижимается к неподвижной гидроцилиндром и фиксируется в этом положении специальными замками. После застывания заготовки, подвижная часть оборудования отъезжает, а отливку выталкивают механические толкатели. Перед смыканием пресс-формы, контактирующие с расплавленным металлом поверхности, покрывают разделительной смазкой. Специальный состав обеспечивает беспрепятственное отделение отливок после литья, защищает сталь от негативного воздействия высоких температур.
Литье под давлением выполняется в автоматизированном режиме в промышленных установках. Главными узлом этого оборудования выступает камера для прессования, она бывает холодной или горячей. Холодная камера – это горизонтальный цилиндр, с поршнем внутри и воронкой, предназначенной для заливания расплава. После заливки металла, поршень движется внутри цилиндра, нагнетая расплав в пресс-форму. После заполнения формы повышается усилие на поршень для создания достаточной величины давления для кристаллизации металла.
Горячая камера для прессования представляет собой ванну с расплавом, которая расположена в подогреваемом чугунном тигле. Поступательное движение поршня выталкивает расплав из тигля. Металл поднимается по каналу и поступает в пресс-форму. В конструкции канала предусмотрен подогреваемый мундштук. Этот элемент нужен, чтобы жидкий металл не затвердевал внутри.
После застывания детали, остатки расплава из канала сливаются обратно в чугунную ванну. Оборудование этого типа применяется для изделий из сплавов цинка и магния.
Температура нагрева расплава
Нагрев материала для литья под давлением осуществляется исходя из марки сплава и геометрических параметров детали. Если расплав перегрет, при заполнении пресс-формы брызги попадают в отверстия для вентиляции и закупоривают их. Это приводит к ухудшению газоотвода и, как следствие, к возникновению пор в отливке.
Высокая температура жидкого металла приводит к увеличению времени затвердевания изделия, как следствие нужно больше времени на весь технологический процесс. Увеличивается износ оборудования из-за длительного соприкосновения с перегретым расплавом. Возрастает опасность приваривания заливаемого металла к оборудованию, из-за этого может повредиться деталь при выталкивании. Всё это приводит к быстрому износу пресс-формы.
При литье под давлением расплав спрессовывают при минимальной температуре. Цветные металлы нагревают всего на 10–300ºС выше температуры, при которой сплав полностью твердеет. При небольших толщинах элементов отливки сплав нужно нагревать сильнее. Для литья больших изделий простой конфигурации сплав нагревают чуть выше температуры плавления.
Для деталей, к которым предъявляются высокие требования по прочности, металл заливают в твердо жидком состоянии. За счет этого обеспечиваются следующие преимущества:
- предотвратить появление усадочных дефектов в отливке;
- снизить тепловое воздействие на оборудование;
- снизить время охлаждения изделия;
- уменьшить опасность приваривания пресс-формы и отливки.
Металл с включениями твёрдой фазы можно прессовать только в установках, с холодной камерой. При использовании оборудования с горячей камерой есть риск застывания расплава в подводящем канале.
Пример литья под давлением деталей из алюминия – процент твёрдых частиц в расплаве, когда пресс-форма беспрепятственно заполняется, а качество отливки остаётся на высоком уровне, составляет от 40 до 60%.
Скорость подачи расплава в пресс-форму
Поршень спрессовывает металл в пресс-форму с определённой скоростью. Значение выбирается в зависимости от характеристик сплава и геометрических параметров отливки. Если изделие простое с толстыми стенками высокая скорость прессования не нужна. Если деталь имеет сложную геометрию и тонкие элементы скорость запрессовки должна быть высокой. Это требуется, чтобы расплав успел заполнить все узкие полости до затвердевания.
Слишком большая скорость подачи расплавленного материала становится причиной следующего явления: струя разделятся на мелкие капли, образуя смесь расплава и воздуха. Если количество каналов для отвода газов недостаточно или они забиты металлом, пузырьки воздуха останутся в отливке. Это приведёт к образованию пор в металле, чтобы исключить такие дефекты пресс-форму помещают в вакуум.
От скорости движения расплава зависит качество отливок и долговечность оборудования. Если скорость литья под давлением слишком высокая, то защитную смазку с соприкасающихся с жидким металлом поверхностей может смыть. Из-за этого отливка приварится к пресс-форме, и при выталкивании ее может повредить или сломать.
Слишком медленная подача, снизит качество детали. Металл будет застывать прямо во время заполнения формы до того, как усилие будет увеличено. Скорость поступления расплава в пресс-форму при литье под давлением обычно выбирается в диапазоне от 10 до 50 м/с. Небольшую скорость используют для литья деталей из стали, медных сплавов, высокая скорость требуется для сплавов олова и цинка.
Давление на расплав при застывании
В момент, когда расплав полностью заполняет пресс-форму, усилие на поршень многократно увеличивается. Воздействие давлением не прекращается до тех пор, пока металл полностью не затвердеет. В результате возрастает плотность и механические характеристики отливки, в ней не образуются усадочные дефекты. При повышении усилия сжатия уменьшается количество бракованных изделий, растёт чистота поверхности металла, повышается качество отливок.
Чем выше требования к прочности детали, тем больше должно быть усилие прессования. Алюминиевые сплавы прессуют давлением от 40 до 200 МПа. Для сплавов на основе магния используют от 40 до 180 МПа. Цинковые сплавы повергают давлению от 10 до 50 МПа. Для обеспечения высокого качества при увеличении толщины стенки нужно повышать давление при кристаллизации.
Температура подогрева пресс-формы
Перед подачей жидкого сплава литейное оборудование нужно нагреть до определённой температуры, которая подбирается для каждого сплава в зависимости от толщины стенок изделия. Температура предварительного подогрева пресс-формы:
- для литья цинка до 120–1600 ºС;
- магния 200–2400 ºС;
- алюминия 180–2500 ºС;
- стали 200–2800 ºС;
- латуни 280–3200 ºС.
Если отливка тонкостенная – пресс-форму нагревают до температуры ближе к большим значениям указанных выше интервалов. Для толстостенных деталей – ближе к нижнему значению. Это нужно чтобы в тонкостенных отливках расплав не затвердел в процессе заполнения формы. В технологии заливки больших деталей напротив необходимо увеличить скорость застывания.
Преимущества и недостатки литья под давлением
Отливки, выполненные на установках для литья под давлением – это детали, с низкой шероховатостью, высокой точностью исполнения, которым не нужна механическая обработка или она минимальна. После литься детали поступают на отрезные прессы, где с них удаляются литники и промывники.

Состоящий из небольшого количества операций процесс может быть полностью автоматизирован. Из-за простоты операций, быстрого затвердевания металла и автоматического извлечения изделий этот процесс является высокопроизводительным.
Недостаток технологии – это сложность и высокая стоимость технологической оснастки. Экономически не рационально использовать литье под давлением в средне серийном и мелкосерийном производстве. Способ не подходит для литья тугоплавких металлов, которые плавятся при температуре выше, чем сталь.
Эту технологию не применяют для изготовления больших отливок, так как преимущества метода пропадают из-за неравномерного затвердевания, а из-за высокой цены габаритного высокоточного оборудования использование этого способа экономически нецелесообразно.
Применение
Литье под давлением изготавливают тонкостенные детали со сложной геометрией. Этой технологией делают изделия из меди, алюминия, цинка, магниевых сплавов, сталей и пластика. Эта технология позволяет выполнять геометрически сложные отливки с толщиной элементов до 1 мм.
Литье под давлением применяют в следующих отраслях промышленности:
- приборостроение;
- автомобилестроение;
- самолётостроение;
- станкостроение;
- изготовление элементов смесителей.
- производство бытовой техники;
Литье под давлением широко используют для производства изделий из полиэтилена, полипропилена и других синтетических материалов. Из-за большой стоимости применяемой оснастки эта технология экономически обоснована только в массовом или крупносерийном производстве.

Сегодня ни одно машиностроительное предприятие, массово изготавливающее детали бытовой техники, приборы, двигатели внутреннего сгорания и другие высокотехнологичные механизмы, не может обойтись без установок для литья под давлением.
Технология литья пластика под давлением: просто о сложном
14 4.0285714285714 5
Литье пластмасс под давлением – это технологический процесс изготовления изделий, при котором жидкий пластик впрыскивается под давлением в металлическую пресс форму, равномерно распределяется по ней и застывает. Это самый распространенный метод крупносерийного изготовления пластиковых изделий. Процесс литья под давлением требует сложного оборудования и серьезной технической подготовки. Однако под контролем опытных специалистов затраты оправдывают себя, и на выходе получается изделие отличного качества.
Сферы применения технологии литья под давлением
При помощи данного метода можно произвести практически любое пластиковое изделие. При этом нет никаких ограничений по величине или количестве деталей. Вот неполный список того, что можно произвести при помощи технологи литья под давлением:
- корпуса для радиоэлектронного оборудования;
- комплектующие автомобилестроения;
- пластиковые крышки и колпачки;
- корпуса для медицинского оборудования;
- детали бытовых приборов;
- детские игрушки;
- пластиковые упаковки и т.д.

Преимущества использования технологии литья пластика под давлением
Многие производители выбирают более дешевый способ производства – литье в силиконовую форму. Однако часто такой выбор приносит еще большие денежные затраты и не гарантирует отличное качество.
Почему при изготовлении крупных партий рекомендуется выбирать именно литье под давлением?
- Высокая точность готового изделия. Подача жидкого пластика под давлением позволяет ему равномерно распределиться по форме, заполняя даже самые мелкие отверстия.
- Возможность получения детали любой сложности, в т.ч. с очень тонкими стенками. Для производства изделий изготавливается металлическая пресс-форма, конструкция которой учитывает все мелкие детали будущего изделия. В результате можно получить как простое, так и очень сложное изделие, с множеством отверстий и изгибов.
- Минимальная потребность в механической обработке изделия. Чаще всего, готовый продукт не требует никакой обработки. Исключения составляют очень сложные изделия, однако и в этом случае доработки минимальны.
- Неограниченное количествоготовых изделий. Металлическая пресс-форма, которая создается перед производством, прослужит очень долго, с ее помощью можно изготовить любое количество изделий.
- Невысокая стоимость при условии изготовления крупной партии. Чем больше изделий будет изготовлено, тем дешевле будет стоимость одного экземпляра. Т.к. основной бюджет расходуется на этапе подготовительных работ, которые производятся всего один раз.
Вместе с тем, технология литья под давлением имеет свои недостатки: высокая стоимость подготовительных работ, и, соответственно, нерентабельность изготовления изделия в одном экземпляре или мелкой партии.

Основные этапы производства изделия методом литья под давлением
Процесс изготовление изделий из пластмассы методом литья под давлением включает в себя несколько этапов, которые можно разделить на две группы: подготовительные работы и непосредственно литье. Рассмотрим эти этапы чуть подробнее.
Подготовительные работы
- Создание 3D–модели будущего изделия. Создать 3D-модель можно по чертежам, описанию или фотографии. Трехмерное моделирование осуществляется в специальной программе опытным специалистом.
- Изготовление прототипа. После того, как создана и утверждена 3D-модель, можно создать прототип, т.е. образец будущего изделия. Чаще всего это делается при помощи 3D-печати. Прототип необходим для того, чтобы оценить и протестировать будущее изделие. Если были обнаружены какие-либо неточности, необходимо вернуться на первый этап и доработать 3D-модель.
- Проектирование пресс-формы. Данный процесс осуществляется на основе 3D-модели будущего изделия. При проектировании важно учесть все мельчайшие детали и тонкости.
- Изготовление пресс-формы. Готовая 3D-модель разбивается на несколько частей. Каждая часть изготавливается отдельно, после чего они собираются в пресс-форму.
- Тестовая отливка. Далее с помощью готовой пресс-формы изготавливается первый экземпляр, который тщательно изучается и тестируется. Если были обнаружены неточности или изъяны, пресс-форма дорабатывается.
Подготовительные работы длятся от нескольких недель до нескольких месяцев. Однако это важный этап, на котором не стоит спешить, т.к. именно от него зависит качество будущих изделий.

Процесс литья под давлением
- Подача пластика в пресс-форму под давлением. Разогретый пластик подается в пресс-форму под высоким давлением.
- Равномерное распределение пластика по пресс форме. За счет давления пластик равномерно распределяется по форме заполняя даже небольшие отверстия.
- Охлаждение пресс-формы и затвердевание пластика. Время охлаждения зависит от нескольких параметров: типа пластика, температуры пресс-формы и т.д. Для небольших изделий это, как правило, несколько секунд.
- Выдача готового изделия. После того, как форма остыла, она размыкается для выдачи готового изделия.
Стоимость изготовления изделия методом литья под давлением
Как правило, изготовление изделий данным способом требует серьезных финансовых вложений на этапе подготовительных работ. Однако чем больше штук будет произведено в будущем, тем меньше стоимость одного изделия. При этом качество остается высоким.
Цена производства рассчитывается индивидуально, исходя их всех особенностей изделия. От чего может зависеть конечная стоимость
- Сложность изделия. Чем она выше, тем дороже будет пресс-форма, и соответственно, каждое изделие.
- Тип пластика. Материал подбирается исходя из требований к конечному изделию.
- Количество штук в партии. Чем их больше, тем дешевле каждое изделие, и др. значимые факторы.
Пример расчета стоимости для изготовления пластикового корпуса
Недавно компания KLONA выполняла заказ по производству пластиковых корпусов. Необходимый тираж 50000 штук.
После всех расчетов мы установили, что стоимость изготовления пресс-формы будет составлять 90000 грн. При этом цена одного экземпляра – 6 грн. (без учета подготовительных работ).
Таким образом, себестоимость одного изделия: 7,8 грн. Однако если заказчику в будущем будет необходимо произвести такие же изделия, цена будет ниже, т.к. нет необходимости проводить подготовительные работы.
В результате мы получили корпуса отличного качества по приемлемой цене.

Если у вас возникла необходимость изготовить пластиковые изделия, обратитесь в компанию КЛОНА. Мы подскажем вам оптимальный способ производства и поддержим на всех это этапах.
Виды литья
Виды литья под давлением
О данном методе переработки полимеров
Литье пластмасс под давлением (ЛпД) наряду с экструзией является наиболее распространенным и изученным методом переработки пластмассы в готовые продукты или полуфабрикаты. В отличие от экструзии, данный метод позволяет сразу получить деталь заданных размеров и практически любой геометрии (с некоторыми ограничениями – см. ниже). Литью находят применение главным образом при производстве изделий из термопластов, однако и для реактопластов этот способ переработки время от времени встречается. Если оборудование для переработки термопластов называется термопластавтомат (ТПА), то реактопласты перерабатывает на реактопластавтоматах, которые конструктивно отличаются от ТПА. В общем виде оборудование для этого способа производства часто называют просто «литьевая машина».
Давление литья, развиваемое термопластавтоматами, находится в диапазоне 80-140 МПа (800-1400 бар), однако ведущие компании и специалисты по изготовлению оснастки (форм) не рекомендуют нагружать прессформы давлением существенно выше 100 МПа.
Переработка пластика литьем под давлением осуществляется на термопластавтоматах поршневого или винтового (шнекового) типа, причем первый тип ТПА до недавнего времени считался устаревшим и вышедшим из употребления. Однако после 2010 года у производителей термопластавтоматов вернулся интерес к поршневому впрыску пластмассы, как наиболее точному процессу. Однако, как правило, современное оборудование является шнековым, а узел впрыска ТПА состоит из пары шнек-материальный цилиндр.

Рисунок 1. Современный термопластавтомат
Области применения литья под давлением
Литье пластмасс применяется более полувека и позволяет осуществлять массовое производство пластиковых деталей весом от сотых долей грамма до десятков килограммов. Самыми малыми продуктами могут быть, например, микроскопические линзы, компоненты небольших механизмов и т.п. Самыми крупными – различные емкости, в том числе баки и ящики объемом в несколько кубометров, пластиковые поддоны, элементы конструкций и т.п.
Изделия, получаемые описываемым способом переработки, помимо своих очевидных явных достоинств, имеют несколько ограничений. Помимо очевидного лимита по габаритным геометрическим размером, обусловленным ограниченными размерами пресс-формы, существует и несколько менее заметных. Например, толщина стенки любого продукта как правило не превышает нескольких миллиметров. Это важно для экономики процесса, т.к. увеличение толщины стенки приводит к резкому удлинению производственного цикла и соответствующему росту себестоимости и снижению производительности. Данное ограничение снимается при использовании специального метода – литья с газом (см. ниже). С другой стороны – давления литьевого оборудования может не хватить для выпуска слишком тонкостенных, либо очень протяженных деталей. Кроме того, изделие должно быть технологичным, то есть соответствовать описываемому методу. Конструкция его должна предполагать более или менее равнотолщинную структуру, равномерное заполнение расплавом полимера и несложное, в большинстве случаев автоматическое извлечение из полости прессформы.
Принцип работы термопластавтомата
Литьевая машина осуществляют загрузку гранулированного (гораздо реже порошкобразного) полимера из загрузочного бункера сырья в зону загрузки материального цилиндра. Затем путем нагрева и пластикации (перемешивания) расплавленной массы шнеком осуществляется его переход в вязкотекучее (близкое к жидкому) состояние. После набора необходимой дозы полимера термопластавтомат при помощи создаваемого гидроцилиндром усилия производит инжекцию (впрыск) расплавленного пластика в прессформу. Затем в ее полости происходит выдержка отливки под давлением и стадия охлаждения (для реактопластов – отверждения).
В ходе последнего этапа производственного цикла машина размыкает форму и выталкивает готовый продукт, реже изделия вынимаются оператором (полуавтоматический режим). Современные производственные единицы включают кроме термопластавтомата так же различные средства автоматации, обычно называемые «роботами». Современные роботы участвуют в съеме отливки из области прессформы, также они могут закладывать в полость оснастки этикетки, закладные детали, а, кроме того, участвовать в «дальнейшей судьбе» отформованной детали, например в ее постобработке, укладке и упаковке.
Особенности работы с литьевой оснасткой
При переработке термопластов температура прессформы не должна быть выше температуры стеклования полимера или температуры его кристаллизации, поэтому обязательно применяют охлаждение прессформы или ее термостатирование. При переработке реактопластов, напротив, форму нагревают при помощи различных способов до температуры, выше точки отверждения термореактивного пластика.
Рисунок 2. Форма установленная на ТПА
При изготовлении пресс-форм важно помнить о необходимости организации вентиляционных каналов (выпаров), через которые расплавленная масса своим давлением должна вытеснять воздух из полости техоснастки. Отсутствие выпаров приводит к многочисленным трудно устранимым дефектам готовых пластиковых изделий.
Прессформы для литья пластмасс могут быть горячеканальные и холодноканальные. Горячеканальные прессформы – более современны, характеризуются отсутствием или минимальным количеством отходов (литников), более быстрым временем производственного цикла, стабильным технологическим процессом и меньшим количеством брака. Горячеканальная система передает давление впрыска в область прессформы с минимальными потерями. При этом горячеканальные прессформы не рекомендуется применять для переработки некоторых нетермостойких пластиков, например жестких композиций ПВХ.

Рисунок 3. Прибор управления горячим каналом
Параметры впрыска полимерного материала при ЛпД
Давление, развиваемое при впрыске ТПА, зависит от нескольких параметров:
- вязкости расплавленного полимера,
- особенностей литниковой системы, в частности наличия холодного или горячего канала,
- конструкции прессформы,
- конструкции пластикового изделия и места впуска расплава.
Давление в прессформе при впрыске расплавленной полимерной массы растет по мере заполнения формообразующей полости и дальнейшей выдержки отливки. При этом, как правило, величина заданного давления выдержки достигает 30-50 процентов от заданной величины параметра. Эти параметры на современных термопластавтоматах задаются в системе управления и реализуется при помощи гидравлической (реже самой современной – электрической) системы литьевой машины.
Особенности выбора термопластавтомата
При выборе ТПА для литья пластмасс под давлением прежде всего учитывают объем дозы, то есть количество расплава полимера, необходимого для выпуска каждого конкретного изделия. Также важно усилие смыкания ТПА, сила сжатия необходимая для фиксации пресс-формы во время стадии впрыска и выдержки. При неправильном выборе усилия смыкания форма будет приоткрываться. Третьим важнейшим параметром является геометрия области закрепления оснастки на ТПА, а именно размер плит машины и расстояние между колоннами, а также «высоту прессформы». Эти величины определяют максимальный и минимальный размер литьевой формы для установки на конкретный термопластавтомат.
Кроме указанных важнейших основных параметров по выбору ТПА используют несколько более специальных, которые подробно описаны в специальной отраслевой литературе. Например, величина максимальной скорости инжекции, грузоподъемность плит ТПА (прежде всего подвижной плиты), соотношение длины шнека к его диаметру L/D, наличие режима интрузии и т.п. Также важно оснащение термопластавтомата различными узлами и опциями. Для высокоскоростных машин применяются гидроаккумуляторы впрыска и других перемещений. Для подключения роботов и других вспомогательных устройств контроллер ТПА следует оснастить разъемами Euromap 12 или Euromap 67. Применяются датчики фактического давления расплава, датчики падения отформованной детали и прочие.
Специальные виды литья под давлением
Как правило, ЛпД полимерных материалов происходит на горизонтальном термопластавтомате с использованием стандартной автоматической прессформы холодноканального или горячеканального типа. Рассмотрим некоторые виды необычного применения технологии литья пластмасс под давлением, которые в сумме составляют несколько процентов от всего объема рынка описываемого вида переработки пластиков.
Работа на вертикальном термопластавтомате
Эта технология отличается от общеупотребляемой тем, что применяется ТПА вертикального типа, а форма открывается также в вертикальном направлении. Метод хорош для мелкосерийного производства, т.к. возможно применять более простые и недорогие в изготовлении прессформы. Также широко применяется вертикальное ЛпД при использовании закладных элементов (как правило металлических). Главным недостатком, присущим такому литью является сложная автоматизация процесса – изделия не могут выпадать из вертикальных прессформ и их приходится извлекать вручную либо роботом.
Каскадное литье (с запорными клапанами)
Этот вид переработки завоевывает все большую популярность ввиду того, что при относительно невысоких вложениях можно радикально улучшить качество выпускаемых изделий. Каскадный впрыск возможен только с применением горячеканальных прессформ особого типа и отличается от стандартного наличием горячеканальной системы с запорными клапанами. Управление клапанами может быть пневматическое, гидравлическое и новейшее – электрическое и осуществляется при помощи специальных приборов. Каскад позволяет управлять инжекцией полимера в форму по желанию оператора ТПА. Таким образом можно избежать спаев, следов течения полимерного материала, пригаров и многих других видов брака при ЛпД.
Инжекционное прессование
Этот технологический процесс отличается от стандартного тем, что впрыск полимерного материала делают в слегка раскрытую прессформу (в этом случае уместно использовать именно такое название оснастки) за небольшое время до ее окончательного смыкания. Окончательное уплотнение полимера и формование готового продукта осуществляются при полном смыкании прессформы. Способом инжекционного прессования изготавливают различные изделия как из термопластов, так и реактопластов. Метод применим в случае недостаточных характеристик ТПА для данной отливки, в частности усилия смыкания. Также качество при таком прессовании на термопластавтомате в меньшей степени зависят от ориентации макромолекул при впрыске (анизотропии), что может повысить качество продукта в части меньшей усадки (если необходимо), лучших механических свойств и меньшего коробления.
Интрузия
Интрузией называется процесс частичного заполнения формообразующей полости в режиме экструзии за счет вращательного движения шнека. Обычно он применяется для производства тяжелых, материалоемких изделий из пластиков. Таким образом можно применять термопластавтоматы с недостаточным для данного изделия объемом впрыска, т.к. форма заполняется не только за счет поступательного, но и за счет вращательного движения шнека в исходном положении. Для интрузии важно, чтобы полимерный материал был достаточно текучим, а литниковые каналы достаточно большого сечения. Также важно отметить, что режимом интрузии оснащаются не все ТПА, необходимо проверить его наличие в спецификации машины.
Бикомпонентная и мультикомпонентная инжекция
Сутью бикомпонентного и мультикомпонентного литья на ТПА является применение двух или нескольких видов полимера, либо одного и того же пластика, но разных цветов, для производства одного изделия на одном термопластавтомате. Как правило, в случае такого вида литья применяются термопластавтоматы с двумя и более узлами пластикации (пары шнек – материальный цилиндр). Сначала в форму впрыскивается первый компонент, затем в ней тем или иным способом открываются дополнительные полости и происходит доинжекция второго компонента и т.д. В редких случаях компоненты поступаются одновременно. При применении би- и мульти-компонентного (многоцветного) литья пластмасс под давлением технологическая оснастка становится значительно сложнее. Как правило применяются формы с двумя и более раздельными горячеканальными системами. Что касается возможностей переключения с одного компонента на другой, то применяют либо поворотные механизмы непосредственно в прессформе, либо так называемый «поворотный стол» в составе бикомпонентной литьевой машины.
Литье с газом
Для литьевого производства очень толстостенных изделий из полимеров практически единственной подходящей технологией является инжекция с газом. Переработка пластиков этим способом производится на стандартных машинах, но с использованием адаптированных прессформ и специального модуля для генерации газового впрыска, подключенного к термопластавтомату. Суть процесса в общем случае сводится к доставке неполной дозы полимерного материала в формообразующую полость с последующим впуском сжатого под давлением 5-20 МПа газа в массу расплава через специальные инжекторы. Газ уплотняет пластик «изнутри» и прижимает его к стенкам формы. Таким образом получается полностью отформованная деталь с пустотами внутри. Впрыск с газом может применяться в частности для компенсации утяжин при большой разнотолщинности изделия. Кроме того, немаловажно, что ЛпД с газом производится при пониженном давлении расплава в форме, что позволяет использовать ТПА с меньшими усилиями смыкания, чем при стандартном процессе.
Кроме описанных выше существует множество видов более специальных технологий описанного вида переработки, например, литье при низком давлении, PIM и RIM технологии, технологии «сэндвич» и «моносэндвич», работа на «карусельных» машинах и т.д.
, как выбрать изготовителя прессформы для литья пластмасс?
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий
Производство пластмасс с помощью литья под давлением
 Для изделий из пластмасс характерна низкая стоимость как сырья, так и самого производства. Технология литья пластмасс под давлением позволила существенно увеличить качество готового продукта.
Для изделий из пластмасс характерна низкая стоимость как сырья, так и самого производства. Технология литья пластмасс под давлением позволила существенно увеличить качество готового продукта.
В производстве выделяют два типа пластмасс: термореактивные и термопластичные. Первые, после застывания необратимо изменяются и становятся непригодны к вторичной переплавке, а вторые, напротив, могут быть снова расплавлены, после чего им можно придать иную форму. Существует огромное количество добавок, которые изменяют свойства конечной продукции из полимеров в широких пределах.
Доступность сырья и низкая стоимость производства литых изделий из пластмасс широко известны, однако при таком виде обработки, как литье в силиконовые формы, высок процент бракованных изделий, которые уходят на переплавку. Решением этой проблемы стало использования давления, оно позволяет избежать появления литейных дефектов.
Список готовых продуктов, получаемых с помощью технологии литья пластмасс под давлением, огромен, вот только некоторые из них:
- корпуса электронных приборов;
- детали для автомобилей;
- пластиковые изделия для бытовых нужд;
- игрушки для деталей;
- детали бытовых приборов;
- корпуса медицинских аппаратов.

Преимущества и недостатки литья пластмасс под давлением
Для обработки этого синтетического материала существует несколько распространенных методов. Литье с использованием давления имеет следующие преимущества по сравнению с другими методами обработки:
- работа практически с любыми видами пластика;
- высокопроизводительные установки;
- высокое качество литья;
- работа с формами сложной конфигурации, в том числе для отливки тонкостенных изделий;
- высокая степень автоматизации процесса литья;
- дополнительная обработка изделий не требуется.
При всех неоспоримых достоинствах установки для литья пластмасс под давлением имеют следующие недостатки:
- стоимость литьевых станков практически любого уровня высока;
- применение технологии литья под давлением должно быть обосновано экономически.

Принципиальная схема установки для литья
Процесс литья можно разбить на пять основных этапов:
- Материал для готового изделия попадает в пластикатор определенными порциями.
- С помощью электрических нагревательных элементов происходит расплавление пластмассы.
- Под давлением расплав устремляется в форму и там выдерживается.
- Охлаждение готового изделия.
- Изделие удаляется из формы и цикл повторяется вновь.
Неизменными в любой литьевой машине являются три основных детали: форма для литья, пластикатор и материальный цилиндр. Смыкание материального цилиндра и формы обеспечивает герметичный объем для создания изделия. Нагретый в пластикаторе при помощи электрического тока материал впрыскивается с помощью винта в закрытый объем пресс-формы. Выдержка под давлением позволяет избежать большей части распространенных литейных дефектов. Охлаждение детали происходит вместе с пресс-формой, в это время пластикатор может приступить к работе с новой формой.
Современные термопластавтоматы (ТПА) состоят из многих десятков узлов и деталей. Управление всем этим комплексом происходит с помощью специализированного программного обеспечения. С его помощью оператор станка может не только контролировать различные параметры цикла, но и влиять на конечные характеристики изделия.
Температуру пластмассы и узлов ТПА выбирают исходя из следующих предпосылок: материал необходимо нагреть на десять или двадцать градусов выше точки текучести и при заполнении формы не должно происходить резкого уменьшения температуры. Чем больше температура в пластикаторе, тем проще, а значит быстрее, происходит заполнение формы, однако при этом увеличивается термический износ станка. Недостаточная температура пресс-формы замедляет процесс заполнения или может даже стать препятствием нормальному формированию объема детали.
Основными производственными отходами является лишний материал, застывающий в литниковых формах. Для уменьшения затрат пластмассы сегодня производители предлагают так называемые горячеканальные пресс-формы. Они позволяют держать литники в вязком состоянии и обеспечивают возможность использования станков с более низким впрыском.

Характеристика станков для литья
Для выбора оптимально производственного оборудование следуют ознакомиться со следующими характеристиками ТПА:
- Сила, с которой материальный цилиндр смыкается с формой для литья. Она измеряется в килоньютонах.
- Максимальный объем впрыска. Несмотря на название, это масса, так как измеряется он в граммах. Чем он больше, тем большее количество форм может обслуживать аппарат.
- Давление, которое создает пластикатор при впрыске материала в литьевую форму.
- Максимальный размер используемой пресс-формы.
Приведенные характеристики находятся в зависимости друг от друга, часто производитель указывает лишь силу действия материального цилиндра. Для полного сравнения аппаратов между собой этого, конечно же, недостаточно.
Даже не обладая глубокими познаниями в экономической теории можно указать, что полное время цикла имеет огромное значение. Чем оно меньше, тем большее количество изделий можно изготовить за тот же период времени. Время складывается из четырех составляющих:
- пластикация материала;
- время впрыска;
- время воздействия давления и охлаждения изделия.
Время плавления сырья зависит от его типа и варьируется в нешироких пределах, оно практически не влияет на изменение общего времени цикла. Длительность впрыска и воздействия давлением зависит от общего объема литейной формы и устройства литниковой системы. Наибольший вклад в общую продолжительность производства приходится на время охлаждения. Оно, к сожалению, больше зависит от характеристик формы, чем сложнее деталь, тем дольше она будет отдавать тепло.
Литье пластмасс под давлением: Основы технологии
Разновидности пластикации
Пластикация, то есть расплавление полимерного материала под давлением, во мно¬гом определяет качество изделия. Различают червячную пластикацию и поршневую. Червячные пластикаторы имеют высокую производительность, обеспечивают отличную гомогенизацию расплава, что особенно важно при использовании дробленки или суперконцентрата, и поэтому имеют наибольшее распространение. Поршневые пластикаторы используются значительно реже, поскольку они не обладают перечисленными выше качествами. Но и они не без достоинств, среди которых: способность обеспечивать высокую скорость инжекции расплава в форму, возможность реализовывать эффект мрамора или, если необходимо, яшмы, пластикацией смеси разных по цвету пластмасс.
Иногда применяют раздельную пластикацию, при которой полимер сначала поступает из бункера в вышеуказанный червячный предпластикатор, приготавливающий расплав, а затем через регулирующий кран расплав направляется в поршневой пластикатор, осуществляющий дозирование и высокоскоростную инжекцию в форму. Заметим, что такое нехитрое изделие как расческа, наиболее эффективно производится на литьевых машинах с раздельной червячно-поршневой пластикацией.
На этапе пластикации основными технологическими параметрами являются: температура расплава по длине цилиндрической части материального цилиндра, температура сопла, установленного на выходе из материального цилиндра, скорость вращения червяка и величина противодавления при его отходе.
Методы литья пластмасс под давлением
Инжекционный метод литья пластмасс
Требуемый объем расплава (доза) накапливается в материальном цилиндре ЛМ и затем под высоким давлением (100-200 МПа) впрыскивается, инжектируется, в форму за короткий, измеряемый секундами, интервал времени. Это наиболее распространенный способ. Он позволяет получать изделия сложной конфигурации, с различной толщиной стенок, как из термопластов, так и из термореактивных пластиков, допускает использование многогнездных форм с различной литниковой системой. Особенность технологии — объем изделий с литниками не превышает паспортного объема впрыска используемой ЛМ.
Интрузионный метод литья пластмасс
Применяется при червячном способе пластикации для получения толстостенных изделий. Его суть — вращением червяка расплав в режиме экструзии подается в пресс-форму и заполняет ее, после этого червяк останавливается и осевым движением подпитывает форму, компенсируя естественную усадку остывающего расплава. Особенность подобного способа — объем изделия может превышать паспортный объем впрыска ЛМ, но развиваемое в литьевой форме давление невелико, вследствие чего геометрия изделия не должна быть сложной, гнездность формы ограничена, получение тонкостенных изделий затруднено, кроме того, необходимо учитывать термостабильность полимера.
Инжекционно-прессовый литья пластмасс
Метод используется для получения изделий значительных по площади прессования, когда заполнение формы сопровождается существенным падением давления расплава в ее периферийных частях, что вызывает эффект разнопрочности изделия. Сущность технологии состоит в том, что давление на расплав в форме создается не только усилием инжекции, но и за счет прессового механизма узла смыкания. С этой целью применяются литьевые формы, конструкция которых допускает перемещение пуансона и после смыкания формы.

Ижекционно-газовое литье (ИГЛ) пластмасс
Относится к новым методам переработки термопластов с помощью ЛМ, и поэтому, в частности, его названия еще до конца не определилось. В литературе можно встретить название типа «литье с газом», «литье с подачей сжатого газа», GJD-TEHNJKA, GAS-Jngection Molding и др. Технологически процесс ИГЛ заключается в следующем: расплав полимера инжектируется в форму, заполняя ее на 70-95%. Затем в форму через специальное сопло, или через ниппель в форме подается под давлением газовая смесь, которая «раздувает» расплав, увеличивая тем самым толщину слоя полимера, образовавшегося при его соприкосновении с холодной стенкой формы, и способствуя заполнению конструктивных углублений. После образования изделия газовая смесь удаляется из формы в приемник, пластикатор впрыскивает остаток расплава, «запечатывающий» форму.
Газовая смесь (азот, углекислый газ) может подводиться от компрессора или от баллона, важно чтобы ее давление было около 80 МПа. Ввод газа в форму может быть единичным или многократным, ступенчатым по величине давления.
Технология ИГЛ позволяет экономить до 40% дорогостоящего полимерного материала за счет уменьшения толщины стенки изделия, сократить цикл изготовления на 25-35%, уменьшить вероятность брака за счет исключения таких видов дефектов, как утяжены, коробления, развитый облой. Кроме того, как показывает практика, инжекционно-газовая технология позволяет упростить конструкцию и понизить стоимость формующей оснастки.
Существенная трудность ИГЛ-технологии состоит в необходимости высокоточного управления литьевой машиной, усложняется конструкция сопла, повышаются требования к расчету и качеству изготовления литниковой системы и сопряжений литьевых форм.

Многослойное литье пластмасс под давлением
Относится к специальным видам, иногда называемым соинжекционными. Это название отражает общую особенность этих методов — обязательное участие в процессе двух, а в некоторых случаях и трех инжекционных узлов, в каждом из которых пластицируется полимерный материал с индивидуальными свойствами. Таким образом, появляется возможность получать многоцветные изделия, изделия, состоящие из различных видов пластмасс (поверхность из ПЭВП, а основной объем из вспененного полистирола), использовать вторичное полимерное сырье для внутренних, неответственных частей деталей, производить изделия гибридной конструкции и пр. Многослойное литье осуществляется несколькими способами.
Сэндвич-литье пластмасс под давлением
Заключается в попеременной подаче в литьевую форму полимерных расплавов из двух пластикаторов. Два инжекционных узла присоединяются к соплу, в конструкции которого предусмотрено переключающее устройство. Как правило, это управляемый игольчатый клапан (ИК). Клапан попеременно или одновременно соединяет с литьевой системой формы пластикационные узлы. Материал из первого узла под высоким давлением и с высокой скоростью инжектируется в форму, образуя наружное покрытие изделия. Затем внутренний объем изделия заполняется материалом из второго узла, после чего в работу повторно включается первый узел, добавляющий остатки расплава в форму и «запечатывающий» изделие.

Соинжекцонное литье пластмасс под давлением
Требует применения сопла специальной конструкции, называемого также разделительной головкой. Эта технология позволяет получать изделия с числом слоев больше двух, с полным или частичным разделением цветов.

Литье в многокомпонентные формы (Multi-component injection molding)
Позволяет получать изделия с четким разделением цветов, а также детали гибридной конструкции, в которых из каждого полимерного материала исполнена центральная или периферийная часть. В этом случае инжекционные узлы выполняют традиционные функции, а конструкция детали определяется устройством литьевой формы. Литьевая форма имеет две литниковых системы, постоянно сомкнутые с инжекционными узлами I и II. В пуансоне формы имеются подвижные вставки, перемещаемые пневмоприводами. Вставки оформляют тот или иной конструкционный элемент изделия. Особенность этого метода состоит в том, что работа узлов инжекции происходит изолировано друг от друга. Поэтому если узел II в приведенном примере работает в режиме инжекции, то узел I может действовать в интрузионном режиме, благодаря чему объем части изделия, формуемой из полимера I, может иметь весьма значительный размер.

Ротационное литье (не путать с ротационными ЛМ)
Является разновидностью описанного выше способа, поскольку позволяет решать те же задачи, однако требует использования съемной вставки. После оформления центральной части изделия (узел I) вставка извлекается, а в образовавшийся объем инжектируется расплав из узла II. В цикл производства изделия ротационным литьем введена дополнительная операция размыкания формы и удаления (установки) вставки, что не способствует высокой производительности метода.
Особенности литья под давлением различных термо- и реактопластов
Сведения, содержащиеся в этом разделе, не включают рекомендации по пуску и наладке процесса, требований к условиям эксплуатации ЛМ и литьевых форм, правил неукоснительного соблюдения параметров метода, назначенных компетентным специалистом, обладающим инженерным уровнем знаний. Таким образом, предлагаемые рекомендации действуют для установившегося режима работы оборудования и оснастки.
ПЭНП (полиэтилен низкой плотности)- перерабатывается легко, при охлаждении способен к кристаллизации с изменением твердости, чувствителен к равномерности распределения температуры в форме. Место входа охлаждающей воды в форму следует располагать рядом с литниковыми каналами, а ее отвода — как можно дальше. Заполнение формы быстрое, в связи с чем необходима ее эффективная вентиляция.
ПЭВП (полиэтилен высокой плотности) по сравнению с предыдущим полимером имеет большую степень кристалличности и менее текуч в расплаве, но позволяет получать изделия с меньшей толщиной стенки при более высокой жесткости.
ПП (полипропилен) кристалличность до 60%, температура переработки для некоторых марок до 2800 С, инжекционное давление до 140 МПа. Вязкость расплава в большей степени зависит от скорости сдвига, чем от температуры. С повышением давления ПТР растет, охлаждается в форме быстро. Процесс ведут при высоких температурах цилиндра и низком давлении литья.
ПС (полистирол) легко течет в расплаве, позволяет получать тонкостенные жесткие изделия, чувствителен к перегреву.
УПС (полистирол ударопрочный) отличается от ПС несколько меньшей текучестью и большей усадкой.
АБС-пластик (акрилонитрил-бутадион-стирольный) относится к конструктивным маркам, имеет большую вязкость в расплаве, труднее перерабатывается в тонкостенные изделия.
ПММА (полиметилметакрилат) имеет невысокую термостабильность, чувствителен к перегреву, требует подсушки и тщательного контроля температуры. При впрыске расплава в холодную форму возможно образование пузырей; переходы в форме должны быть плавными, а их число минимальным.
ПВХ (поливинилхлорид) перерабатывается без особых затруднений, но весьма чувствителен к соблюдению температурного режима и особенно перегреву. Вязкотекучее состояние нестабильно, может сопровождаться автокаталитической деструкцией с изменением цвета от слоновой кости до темно-вишневого. Длительность пластикации должна быть минимальной.
ПА (полиамид) кристаллические, гигроскопичные термопласты с высокой текучестью расплава. При расплавлении объем возрастает до 15%. Термостабильность невысокая, поэтому длительность пластикации ограничена. При нагреве в расплаве образуются пузырьки. Требует обязательной тщательной сушки. Желателен предварительный прогрев. Давление литья до 100 МПа. При литье наполненных ПА возможна ориентация частиц измельченного волокна. Желателен отжиг изделий.
ПК (поликарбонат) относятся к теплостойким полимерам, характерна высокая вязкость расплава, термически стабилен. Вязкость в основном зависит от температуры. Температура формы до 100 °С. Гигроскопичен, требует длительной сушки и предварительного подогрева, в том числе и в бункере ЛМ.
ПЭТФ (полиэтилентерефталат) , ПБТФ (полибутилентерефталат) и ПОМ (полиоксиметилен) относятся к полимерам с повышенной термостойкостью. Требуют тщательной сушки до содержания влаги менее 0,01%. Термостабильны. Вязкость расплавов средняя и низкая с увеличением температуры снижается. Тонкостенность изделий нередко достигается последующим раздувом (ПЭТ-бутылки).
Виды брака и методы их устранения
Основные виды брака при литье под давлением следующие:
1. Недолив выражается в неполном оформлении изделия. Основной его причиной является недостаток материала, поступающего в литьевую форму (из-за низкой температуры формы или расплава и, следовательно, пониженной текучести расплава, а также по причине засорения литникового и разводящих каналов).
2. Перелив вызывает образование грата в месте смыкания формы. Он возникает при неправильной работе дозирующего устройства, перегреве расплава и литьевой формы, недостаточном усилии смыкания формы.
3. Стыковые швы — видна кривая линия спая отдельных потоков, механическая прочность резко снижена в месте спая. Основными причинами образования стыковых швов являются: сниженная температура расплава или формы, неудачная конструкция формы, приводящая к охлаждению отдельных потоков расплава до момента их слияния (вследствие чего не происходит полного сваривания), а также недостаточное удельное давление расплава.
4. Вздутия на поверхности и пузыри (пустоты) в массе изделия наблюдаются при повышенном содержании летучих, которые вспучивают мягкую поверхностную пленку при перегреве расплава, сопровождающимся частичной деструкцией и значи¬тельным газовыделением. Поверхность вздутия образуется также при недостаточном охлаждении изделия.
5. Усадочные раковины — значительные углубления на поверхности изделий -возникают вследствие повышенной усадки при перегреве массы и недостаточном поступлении расплава (снижено удельное давление расплава или мало сечение впускных каналов). Иногда поверхностные раковины появляются при неравномерном распределении температуры в форме и при дефектах в ее вентиляции.
6. Коробление готовых изделий возникает из-за значительных напряжений внутри изделия, обусловленных большой разностью температур в отдельных частях формы, а также при недостаточной выдержке изделия в литьевой форме, отчего оно извлекается недостаточно жестким.
7. Трещины образуются вследствие значительных остаточных напряжений в изделии, а также при его прилипании к стенкам формы.
8. Риски, царапины, сколы на поверхности изделий возникают при неисправном состоянии оформляющей поверхности формы и неаккуратном обращении с готовыми изделиями.
9. «Мороз» — узоры, напоминающие зимнюю разрисовку оконных стекол. Основная причина их появления — попадание влаги в форму при недостаточной сушке гранулята и дефектов в вентиляции формы.
10. Расслоение наступает при повышенном содержании влаги в литьевом материале и при наличии отвердевших литников, не совмещающихся с основным материалом. Если отслоение выражено в виде очень мелких блесток, его называют серебристостью.
11. Разнотонность — неодинаковая поверхностная окраска изделия — объясняется недостаточно одинаковым окрашиванием или разложением красителя из-за его термической нестойкости или перегрева расплава.
12. Размерный брак — отклонение от номинальных размеров, превышающее установленный допуск; наблюдается при чрезмерной усадке или неудачной конструкции литьевой формы.
Таким образом, основными мерами предупреждения брака являются: исправное состояние оборудования, соблюдение технологического режима и стандартность сырья. Перечень возможных дефектов литьевых изделий и способы их устранений дополняют сведения, приведенные в таблице.
Дефект
Причины дефекта
Способы устранения
Полосы и продолговатые пузыри на поверхности изделия

