

Сообщества › Сделай Сам › Блог › Магнитный уголок для сварки за 5 минут.

Всем привет! Бывши в строительном магазине попался мне на глаза металлический уголок и сразу пришла идея сделать из него магнитный для сварочных работ.


Метки: магнитный уголок для сварки
Комментарии 89

разберу винчестер, и замучу себе такой


гениальное все просто!

ДА! Даааа! чють бабосы не отдал!

сучий ГЕНИЙ а я за подобный 800рэ отдал


спасибо за идею!

Несколько видел самодельных уголков, но тут класно собрано. Вот только магниты действительно надо сильней.

можно попробовать подобрать неодимовые магнитики диаметром по ширине уголка и разложив их по периметру также стянуть

Класс! Хорошая самоделка.

Сделал так же, но увы уголок не держится даже на воротах, видимо магнит слабый. Идея хорошая конечно

Всё гениальное-просто!Срочно патентуй, а то китайцы перехватят Самое главное, что магнит можно всегда заменить, если старый сдохнет.

самое толковое самопальное решение, что я видел…а точность угла? я брал магазинный — кривой падла.

мне кажется магнит слабоват, но идея очень даже хорошая

Не плохо, но с готовым не сравнить, у меня две пары самые большие и средние, когда варю незаменимая вещь, но на весу и на высоте бывает и третьей пары больших не хватает, а это так типа от нечего делать, только что то лёгкое сварить

Вроде и хорошо, но вроде и не очень. Внутренний угол не используешь. Надо или магнит поменьше или уголки побольше.

Слабый получится. Два покупных, якобы на 30 кг, не держат 1,5 метровый углок на 32 в горизонтале. Хотя, может у меня руки кривые)))!

Крутячая идея, простая и доступная, я хоть и купил уже те уголки, но все равно спасибо за идею.

Отличная работа, доступный материал!

Круть!Спасибо за идею)



отлично, уже есть пару магнитов есаб
надо и таких замастырить
спасибо за идею

Плюсую нижние мемасики, прям передают мои эмоции)))
п.с. Сам покупал пару уголков в магазе по 460р штука 🙁





Вот реально огромное спасибо от меня лично. Всё просматривал купить, теперь сделаю сам. Дешевле. Сэкономил значит заработал.

Посещала такая же идея. Здесь увидел реальный результат. Отличная работа!

Чего только на Руси не придумают, лишь бы денег за оригинал не платить! 😀 Супер!

Возьму на заметку

Блин, да это же гениально

Для тех, кто не знает от чего ослабевают магнитные свойства почитайте про точку Кюри.Т.е при достижении определенной температуры происходит размагничивание и ток сварки тут ни при чем.Если правильно пользоваться этим и как и любым другим инструментом-прослужит долго.Автору зачет за изобретательность!
Ничего там не достигнет критической температуры прихватил, убрал, и обваривай по полной.
САМОДЕЛКИН ДРУГ

Как сделать магнитный угольник сварщика своими руками
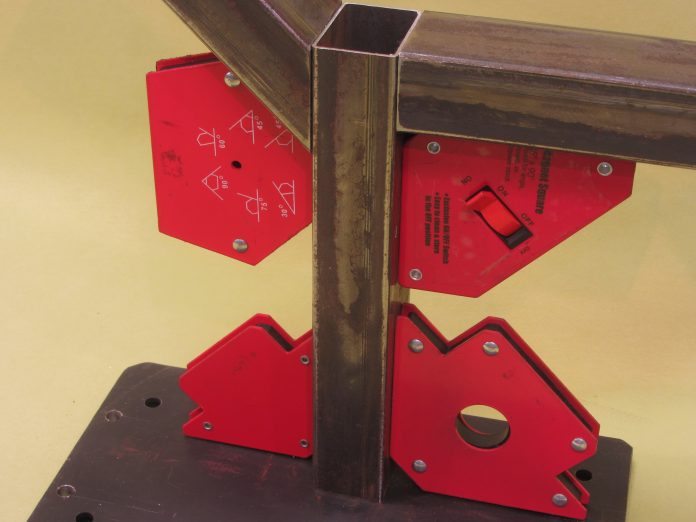
Уважаемые посетители сайта «Самоделкин друг» сегодня мы с вами рассмотрим один из вариантов создания самодельного магнитного уголка сварщика своими руками, а так же разберем пошаговые фотографии и видео сборки уголка из металлолома. Каждый сварщик и мастеровой человек прекрасно знают, что при работе сварочным аппаратом для сварки деталей под определенным углом возникают небольшие проблемы, а именно точно выставить угол и зафиксировать свариваемые детали. Есть прекрасное приспособление и называется оно «магнитный уголок сварщика» с его помощью можно выставить угол в 45 и 90°, под воздействием магнитной силы заготовки будут прижаты друг к другу, за счет чего варить будет удобно и угол будет точный.
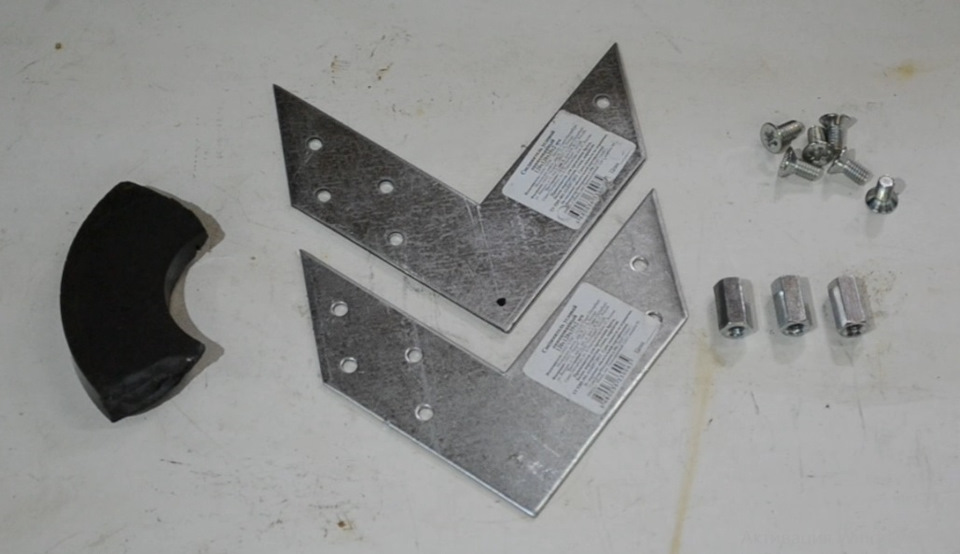
Устройство и принцип действия довольно простое, а именно уголок состоит из двух стальных пластин с углами 45 и 90°, между плитами толщиной 2-3 мм находится круглый магнит от динамика за счет которого и создается магнитная сила фиксирующая заготовки в необходимом положении. Стягивается конструкция в 4х местах, а именно по углам и по центру, на один болт 3 гайки, две внутри уголка и одна с внешней стороны.
Примечание. Острые углы желательно спилить по 1 см, потому как стыкуемые детали нередко неровно спилены с заусенцами и уголок может неплотно встать на свое место. Так же для защиты от коррозии метал следует окрасить краской по металлу.
Материалы
- металлическая пластина 2-3 мм
- болт 4 шт
- гайка 12 шт
- магнит од динамика
Инструменты
- сварочный инвертор
- УШМ(болгарка)
- дрель
- металлическая линейка, маркер
- гаечный ключ и плоскогубцы
Пошаговая инструкция по изготовлению сварочного магнитного уголка своими руками.
 Для начала следует взять металлическую пластину 2-3 мм и измерить углы приложив уголок.
Для начала следует взять металлическую пластину 2-3 мм и измерить углы приложив уголок.  Затем положите магнит изъятый из динамика таким образом чтоб у вас получился треугольник с углами 45 и 90° приложить металлическую линейку и провести линию маркером.
Затем положите магнит изъятый из динамика таким образом чтоб у вас получился треугольник с углами 45 и 90° приложить металлическую линейку и провести линию маркером.  При помощи УШМ(болгарки) отпиливаем заготовки.
При помощи УШМ(болгарки) отпиливаем заготовки.  Шлифуем.
Шлифуем.  Накладываем заготовку на пластину и стягивается струбциной, чтобы выпилить точно такой же треугольник.
Накладываем заготовку на пластину и стягивается струбциной, чтобы выпилить точно такой же треугольник.  Совмещаем две заготовки и равняем стороны при помощи напильника.
Совмещаем две заготовки и равняем стороны при помощи напильника.  Прикладываем магнит сразу на две вместе сложенные заготовки, чтобы разметить места под будущие отверстия, таким образом все будет точно и без смещений.
Прикладываем магнит сразу на две вместе сложенные заготовки, чтобы разметить места под будущие отверстия, таким образом все будет точно и без смещений.  Заготовки фиксируются струбцинами и сверлятся отверстия.
Заготовки фиксируются струбцинами и сверлятся отверстия.  Далее на уголок кладется магнит и сверху накрывается второй пластиной, получается что наш магнитик находится ровно по центру конструкции.
Далее на уголок кладется магнит и сверху накрывается второй пластиной, получается что наш магнитик находится ровно по центру конструкции.  Стяжка производится при помощи болтового соединения, а именно болт и три гайки, две из них внутри магнитного уголка сварщика, и одна снаружи для контрольной фиксации.
Стяжка производится при помощи болтового соединения, а именно болт и три гайки, две из них внутри магнитного уголка сварщика, и одна снаружи для контрольной фиксации.  Когда конструкция полностью собрана и зафиксирована, необходимо просверлить отверстие ровно по центру уголка, чтобы сделать дополнительную стяжку.
Когда конструкция полностью собрана и зафиксирована, необходимо просверлить отверстие ровно по центру уголка, чтобы сделать дополнительную стяжку.  Стягиваем аккуратно.
Стягиваем аккуратно.  Торчащие части болтов срезаем УШМ(болгаркой)
Торчащие части болтов срезаем УШМ(болгаркой)  Ставим уголок на отрезок проф трубы
Ставим уголок на отрезок проф трубы  Прикладываем еще один небольшой отрезок трубы.
Прикладываем еще один небольшой отрезок трубы.  Свариваем.
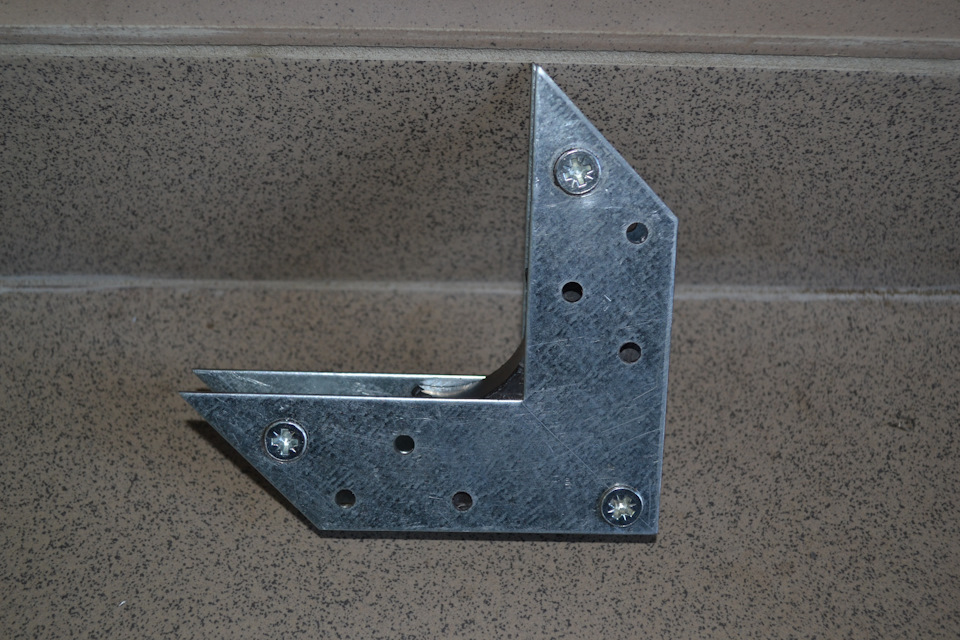
Свариваем.  Вот такое замечательное приспособление получилось, благодаря ему сварочные работы станут намного проще и удобнее.
Вот такое замечательное приспособление получилось, благодаря ему сварочные работы станут намного проще и удобнее.
Сварочные работы без проблем: изготовление магнитного уголка
На чтение: 3 минуты Нет времени?


При производстве сварочных работ очень часто необходимо совместить элементы под прямым углом или под 45°. При этом руки часто заняты, поэтому придерживать детали неудобно. Профессиональные сварщики в таких случаях пользуются специальным магнитным уголком. Но есть ли смысл приобретать подобные приспособления для разового использования? Скорее всего, нет. Сегодня выход из такой ситуации подскажет автор YouTube-канала Олег. Разберёмся вместе, как изготовить магнитные уголки своими руками буквально за 15 минут.
Читайте в статье
Что потребуется для изготовления магнитных уголков
Материала для изготовления магнитных уголков понадобится минимум. А именно:
- небольшой отрезок оцинкованной листовой стали;
- неодимовые магниты (их можно приобрести в хозяйственном магазине);
- три болта с гайками.
Инструмента, которого понадобится для работы, также немного. Необходимы:
- болгарка;
- дрель;
- монтажный угольник и карандаш;
- отвёртка с плоскогубцами.
Приступаем к изготовлению магнитного уголка
Для начала необходимо разметить оцинкованный лист. Для этого, при помощи монтажного угольника, на металле размечаем ровный квадрат. Здесь необходима точность, все его углы должны быть идеально прямыми. После разметки квадрат необходимо разделить на две части по диагонали.

Когда разметка сделана, в работу включаем болгарку. При помощи УШМ нужно аккуратно вырезать квадрат и разделить его по отмеченной линии. В этой работе главное – точность. С трясущимися руками за подобное браться даже не стоит.

Получившиеся уголки слегка обрабатываем: с них нужно снять фаску, чтобы избежать травм при дальнейшей работе. Также необходимо срезать углы, которые будут мешать впоследствии, если останутся.

ФОТО: YouTube.com Заготовки сделаны, теперь можно приступить к сборке магнитных уголков
Разметка заготовок под стягивающие болты
Заготовки будут соединены при помощи трёх винтов с гайками. Для них потребуется просверлить отверстия. Разметить их можно при помощи самих неодимовых магнитов, если они выполнены в форме шайб.
Перед тем, как просверлить отверстия, их нужно накернить. В этом случае сверло не уйдёт в сторону в процессе работы, а значит и элементы будут совмещены идеально ровно. Сделать это можно при помощи кернера или обычного дюбеля.

ФОТО: YouTube.com Керн позволит сверлу сделать отверстие точно в нужном месте
Сборка заготовок в полноценный магнитный уголок
Когда все шесть отверстий просверлены, можно приступать к сборке приспособления. Здесь стоит отметить, что от количества размещённых между элементами неодимовых магнитов будет зависеть сила, с которой приспособление будет прилегать к металлу. Если магниты изготовлены в форме шайб, можно установить по две или даже три штуки на отверстие.

ФОТО: YouTube.com Магниты размещены, пора стягивать элементы воедино
Установив уголок на ровную поверхность, например, примагнитив его к тискам, можно приступить к окончательной сборке. В готовые отверстия вставляем винты, а с обратной стороны на них наворачиваем гайки. Когда соединения протянуты, излишки винтов, торчащие с обратной стороны, можно обрезать той же угловой шлифовальной машиной (болгаркой).
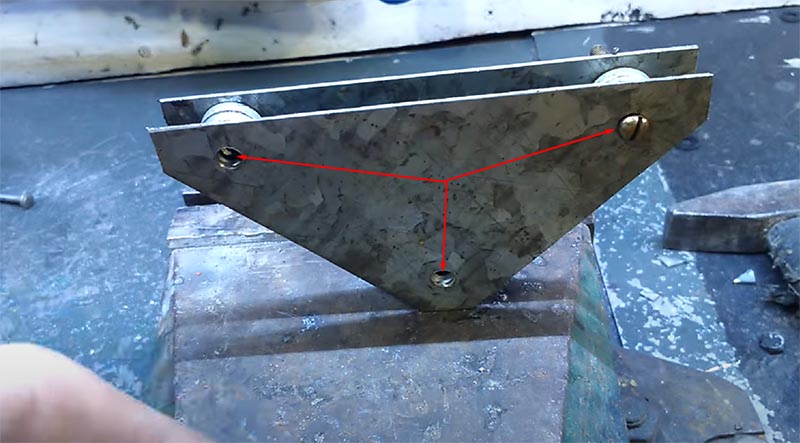
ФОТО: YouTube.com Сборка магнитного уголка почти завершена, осталась пара штрихов
Проверка точности изготовленного магнитного уголка
После того, как магнитный уголок окончательно собран, его необходимо проверить на точность. Для этих целей используем монтажный угольник. С его помощью проверяем соответствие углов и поверхностей приспособления. При необходимости оцинкованный металл подтачиваем.

ФОТО: YouTube.com Основная работа по изготовлению магнитного уголка завершена
Несколько финальных штрихов по приданию эстетичности изделию
Следующий шаг не обязателен, однако он позволит сделать приспособление более аккуратным. При помощи ножниц необходимо отрезать полосу листового алюминия, равную по ширине расстоянию между пластинами. Ею нужно обернуть неодимовые магниты, прикрыв их. И вот теперь работу по изготовлению магнитного уголка можно считать завершённой.

ФОТО: YouTube.com Магниты скрыты под полосой из листового алюминия, изделие приобрело окончательный вид
Как «работают» магнитные уголки
Изготовленное своими руками изделие позволит не только удерживать металлические детали перпендикулярно друг другу на горизонтальной поверхности. С помощью магнитных уголков можно фиксировать металл и под углом 45°, к тому же свариваемые детали могут находиться даже на весу. Хотя здесь всё будет зависеть от мощности и количества неодимовых магнитов, размещённых в корпусе.

ФОТО: YouTube.com Детали могут фиксироваться даже на весу, если мощности магнитов хватает

ФОТО: YouTube.com Также возможно и крепление деталей под углом 45° – иногда это просто необходимо
Можно изготовить подобные приспособления и иной формы, а также использовать более толстый металл и сверхмощные магниты. Здесь всё будет зависеть от назначения магнитного уголка и величины свариваемых деталей.

ФОТО: YouTube.com Такие приспособления можно изготовить и другой формы или увеличить их мощность путём добавления магнитов
Подведём итоги
Удобство магнитных уголков при производстве сварочных работ переоценить вряд ли получится. Однако приобретать подобные приспособления, если мастер не занимается сваркой профессионально, не имеет смысла. Да и зачем, если изготовить такие уголки можно буквально за 15 минут, не потратив на это практически ни копейки. Кстати, совет. Неодимовые магниты можно найти в отработавших свой век жёстких дисках компьютера. Правда на изготовление одного уголка потребуется как минимум три винчестера. Внутри каждого из них находится по два магнита.
Надеемся, что сегодняшние советы по изготовлению магнитных уголков пригодятся нашему уважаемому читателю. Если у вас остались вопросы по сегодняшней теме, можете задавать их в комментариях ниже. Редакция HouseChief обязательно ответит на каждый из них. Там же вы можете обсудить нюансы изготовления и применения магнитных уголков или выразить личное мнение о рациональности подобной работы.
Если статья была вам интересна, не забудьте поставить оценку. Для нас крайне важно ваше мнение.
Берегите себя, своих близких и будьте здоровы!
Магнитные угольники для сварки своими руками

Время на чтение: 3 мин
Трудно сегодня представить стройку или монтажные работы, где бы обошлись без сварки швов под углом.
Высокая прочность металлическим изделиям, сваренным так, обеспечена. Правда, не имея достаточного опыта, сварщику лучше его сначала поднабраться.
Процесс занимает немало времени и довольно трудоемок, надо знать ряд тонкостей, свойственных угловым швам. В нашей статье охарактеризуем сварку э- того типа и узнаем, насколько она доступна в быту.
- Характеристика
- Возможные проблемы
- Специфика процесса
- Как вести сваривание
- Итоги и выводы
Характеристика
Что такое угловой шов? Стыковка посредством сварки под углом до 180 градусов, к примеру, труб или других конфигураций из металла. В процессе порой не обойтись без так называемых штыков, угол сторон у которых –90 градусов.
Это расстояние нужно выдержать, тогда каждая из сторон испытает равную нагрузку, а конфигурации прибавится прочности.
Соединения угловых швов:
- нахлесточные;
- с краями, примыкающими в точке стыковки;
- тавровые (ровная поверхность и один приваренный конец);
- с обрезкой кромок и без нее.
Классификация швов определяется способом их укладки. Они бывают сплошными или прерывистыми. Короткими считаются те, чья длина не превышает 250 мм, длинными – от 1000 мм и т.д. Как отсюда видно, есть еще и средние.
Поговорим о них подробней. Средние начинаются в месте сопряжения частей металлической конфигурации, а конечной точкой станут их края. Их длина колеблется в диапазоне 250-1000 мм.
Виды магнитных держателей для сварки
Держатели классифицируются по функциональности, размеру угла, мощности.
Универсальные магнитные приспособления для сварки с раздвижными планками позволяют сделать сопряжение деталей под любым углом, они подходят для сложных работ, требующих высокой точности.
Есть устройства с несколькими присадочными углами 45°, 60°,90°, 135°, при работе можно выставить любой. Простые конструкции с единственным присадочным углом позволяют устанавливать свариваемые детали только в определенном положении.
У магнитных держателей для сварки бывает различная мощность, от удерживающей силы магнита, максимальная масса 35 кг. Отключаемый уголок классифицируется по видам:
- когда сразу обе стороны перестают магнититься;
- когда зажим имеет отдельные отключатели магнита для каждой из сторон.
Возможные проблемы
Прочность и качество шва будет зависеть от того, насколько полно вы сможете из бежать дефектов, характерных для такого вида соединений. К основным изъянам относятся следующие:
- Подрезы. Способствует их появлению электрическая дуга. Следы ее «коварства» предстают в виде небольших углублений на поверхности метализделий. При сварке снизу поврежденный участок можно закрыть наплавлением присадочного материала. Надо лишь дольше держать электрод при этом. Однако техника выполнения углового шва гораздо сложней. Нужно очень постараться, чтобы наплавить присадку на боковую поверхность. Вот почему на угловом шве углубления, как правило, присутствуют лишь на одном боку.
- Непровары на отрезках швов. Они встречаются чаще у тех сварщиков, кому еще надо накопить знаний в технологии производства угловых швов. Этот фактор сказывается так: рабочий в целях заполнения места стыковки чересчур энергично водит электродным кончиком по обе стороны. Но расплавленная масса, наоборот, стекает по ним, и цель – проварка шовного корня – остается недостижимой.
- Неверный катет. Качество сварки углового шва здесь зависит от умения определить требуемый режим напряжения, а потом управлять электродом с необходимой скоростью, стараясь удержать на одном уровне. Ток недостаточный? Электрод работает на малой скорости, а катет получится чрезмерно выпуклым. Из этого следует, что основной металл недостаточно поплавился. Повышенная сила тока и более быстрая скорость движения электродом? Катет получите вогнутый.
- Косой угол. Сварочные соединения отличаются, как правило, соответствующей формой к градусу угла. В этом и сложность – соблюсти точные размеры. Качество конструкции будет безнадежно испорчено, когда у приставной пластины неожиданно нарисуется наклон к одному из боков.
- Неровная наплавка металлом в боках стыковки. Высокая t, тяжесть кромок и электрода провоцируют расплавленную железную массу стекать вниз и сразу по сторонам. В результате может получиться так, что своей основной частью шов расположится на нижней поверхности. Верхний край, лишь прихваченный сваркой, уязвим перед деформацией. Чуть нагрузка – он и развалился.
- Прочие дефекты. Они представлены пустотами, лунками, вездесущими трещинами, непредсказуемыми свищами и кратерами, другими посторонними твердообразными включениями. Они могут заявить о себе в процессе.
Магнитные уголки для сварки
Сварочные работы требуют максимальной точности. Закреплять конструкционные элементы в определенном положении удобно с помощью магнитного угольника для сварки. Производители делают магнитные приспособления для сварщиков различных конструкций. Они бывают с постоянными и отключаемыми магнитами, различаются по выдерживаемой нагрузке.
Для сварочных работ используются магнитные держатели с определённым размером углов. Выпускают универсальные конструкции с регуляторами, они закрепляют опорные планки на любую величину угла. Для домашней сварки мастера самостоятельно делают компактные угольники из подручных материалов.
Специфика процесса
Запомните, к началу сварки стороны и стыки должны быть заранее подготовлены. Сами свариваемые плоскости должны образовать прямой угол.
Одна пойдет горизонтально, другая – в вертикальном направлении. Это надо непременно учитывать в соединениях типа тавровых.
Для них подготовка вертикальной кромки ведется с учетом толщины листов, что предстоит варить. При толщине 12 мм – подготавливать нечего. При диапазоне 12-25 мм, кромку обрезают V-образно.
При 25-40 мм, на кромках поверхности (что вертикальная) делают скосы U-образного вида в одном направлении. Когда толщина более 40 мм, должны быть скосы V-образные на той и на другой сторонах.
В противовес тавровым нахлесточный тип угловых швов обходится без предварительной обработки кромок. Швы варят в обоих углах, что образуются в результате совмещения металлистов путем нахлеста друг на друга.
Традиционный угловой шов образуют две части металконструкции, соединенные между собой. Здесь вам понадобится провести лишь обрезку торца одной из них.
Самодельный магнитный уголок
Домашние умельцы смогут собрать магнитный уголок для сварки своими руками самостоятельно. Для его изготовления не понадобятся узкоспециализированные знания. Предварительно необходимо подготовить:
- магнит – толщина менее 15 мм;
- лист стали толщиной 2-3 мм;
- болты М6 с комплектом гаек либо заклепки;
- термостойкий клей.
- Важно! Конфигурация магнита значения не имеет. Практика показывает, что лучше выбирать его круглой формы. Подойдет вариант из мощного динамика
Лист стали размечают в форме треугольника для последующей нарезки элементов магнитного уголка для сварки своими руками, чертежи лучше брать готовые. Болгаркой по разметке вырезают первый элемент. Вторую деталь можно разметить по первой, приложив ее к стальному полотну. С помощью напильника зачищают разрезанные поверхности до идеально ровного состояния. Готовые элементы должны быть одинаковыми, погрешности не допускаются.
Треугольники прикладывают друг к другу и зажимают так, чтобы края полностью совпали. Их фиксируют в тисках. По углам высверливают отверстия того же диаметра, как болты или заклепки, которыми будут скрепляться элементы.
Между треугольными пластинами помещают магнит. Размер его не должен превышать параметры треугольников. Поверхность предварительно намазывают клеем. Части держателя скрепляют болтами либо заклепками. Окраску термоустойчивой эмалью осуществляют после застывания клея.
- Важно! Ваш инструмент кустарного производства с неодимовыми магнитами способен удержать заготовку весом свыше 3 кг. Состояние нежароустойчивых аналогов рекомендуется периодически контролировать, поэтому их части желательно скреплять болтами
Как вести сваривание
На производство угловой сварки влияет расположение плоскости. Охарактеризуем основные приемы ведения процесса.
Нижний. Здесь рациональней использовать прием, известный как «лодочка». Она придаст нужное качество шву, заметим, что с ним справляются даже дебютанты на ниве сварки.
Конфигурации придается V-образная форма. Она становится похожей на лодку. Потому способ так и нарекли.
«Лодочка » почти исключает появление изъянов в виде непроваров или подрезов кромок. Надо сильно постараться, чтобы они вдруг образовались. На практике сварка углового шва порой проходит в условиях, не столь комфортных, как описано выше.
Например, когда «лодочкой» в месте стыковки деталей варят тавровые швы, у которых есть и вертикальная поверхность и горизонтальная.
Тут качество может оказаться уже под угрозой. Даже в горизонтальной плоскости верх самого угла рискует остаться плохо проваренным. Вертикальная плоскость уязвима в отношении подрезов.
Этому поспособствует расплавленное железо, которое, не исключено, будет пытаться «сбежать» вниз. Предотвратит нежелательные последствия нехитрая уловка в управлении, на которую электрод чутко реагирует.
Основные критерии выбора
Если магнитный держатель необходим для профессионального использования, то новичку сложно разобраться с моделями на рынке.
Ниже будут приведены основные критерии отбора такого приспособления с учётом многих факторов.
- Приобретение некачественного изделия осложнит выполнение сварочных операций на высоком уровне. Держатели подвергаются высокому температурному воздействию, что может привести к существенному снижению коэффициента намагниченности у плохих изделий. При покупке следует осмотреть изделие на предмет выявления механических повреждений. Даже небольшая выемка или неровность инструмента в месте соприкосновения с фиксируемыми элементами, не позволит выполнить работу под необходимым углом.
- Если часто приходится выполнять сваривание деталей под различными углами, то рекомендуется приобрести регулируемый держатель либо набор из нескольких треугольников.
- Не последним критерием выбора является цена. Стоимость многих моделей китайского производства бывает очень привлекательной, но нередко такие устройства выходят из строя после первого использования.
Для приобретения качественного магнитного держателя рекомендуется рассматривать продукцию российского и европейского производства.
Самодельный магнитный уголок
Если нет желания или возможности приобрести фиксирующее устройство в магазине, то можно самостоятельно изготовить его из подручных материалов.
Магнитный держатель для сварки своими руками можно изготовить с использованием следующих материалов:
- магнит из мощного динамика;
- стальной лист толщиной 2,5 мм;
- термостойкий клей для металла;
- заклёпки.
Для проведения работ понадобятся следующие инструменты:
Самодельный магнитный держатель для сварочных работ изготавливается в такой последовательности:
- На металлическом листе с применением угольника и какого-либо острого предмета осуществляется разметка треугольной заготовки.
- С помощью болгарки заготовка вырезается строго по намеченным полосам.
- Вырезанная заготовка прикладывается к металлическому листу и снова производится разметка листа.
- Осуществляется вырезание точной копии предыдущей детали.
- Оба треугольника доводятся напильником таким образом, чтобы их боковые плоскости были идеально ровными, а детали являлись абсолютно одинаковыми.
- Треугольники совмещаются друг с другом, зажимаются в тисках и по их углам делаются отверстия диаметром, который равен толщине применяемой заклёпки
- Между двумя треугольниками помещается магнит из динамика, на плоскость которого предварительно наносится клей.
- Угольник размещают таким образом, чтобы отверстия пластин совместились и производят фиксацию их между собой заклёпками.
- Как клей полностью высохнет, изделие можно покрасить в любой цвет специальной термоустойчивой эмалью.
Собранное изделие позволит качественно зафиксировать под определённым углом массу до 3 кг.
Если для проведения сварочных работ требуется более мощный держатель, то можно изготовить устройство по приведённой выше схеме. Только в качестве магнитного материала использовать неодимовые магниты из жёсткого диска компьютера. В этом случае можно получить бесплатное и качественное приспособление повышенной мощности.
Итоги и выводы
Непровар не испортит горизонтальную плоскость в нижнем варианте если возбуждать сварочную дугу, отступив 3 можно и 4 мм от самой кромки катета.
Потом дуга направляется на верхушку шва и придерживается. От соблюдения этих правил зависит, хорошо ли проварится ваша деталь.
Чтобы сварить прочный угловой шов, надо соблюдать порядок при его производстве. Угловое соединение доступно с использованием практически всех типов сварочных аппаратов.
При этом не забывайте про технику безопасности. Перед сваркой наденьте защитную робу и маску.
Самодельные магнитные зажимы
Можно изготовить держатель самостоятельно. Для этого используют стальной лист не толще 3 мм, магнит из старых динамиков акустических систем или мелкие плоские магниты из наушников. Их крепят с торцов на деревянный вкладыш. В этом случае его делают на 3–4 мм уже металлических заготовок, чтобы магниты не выходили за края магнитного уголка, они должны быть внутри.
Повышенной удерживающей силой обладают магниты из неодима из жестких компьютерных дисков. Для начинки (вкладыша) выбирают парамагнитный материал, выдерживающий большую температуру без повреждений.
Углы магнитные для сварки из подручных материалов своими руками, как сделать (пошаговая инструкция):
- Сначала на ровном листе вычерчивают две одинаковых заготовки стандартной формы с нужным углом сопряжения.
- Вырезают их болгаркой или лазерным резаком. Кромки выравнивают, доводят до точного размера шкуркой. Убирают с поверхности ржавчину, грязь – всё это снижает удерживающие свойства магнита.
- Для начинки используют доску или фанеру толщиной, меньше, чем высота магнита. Выпиливают ее по формату, меньше, чем заготовка. В нее плотно крепят магнит так, чтобы после сборки уголка он соприкасался с металлическими заготовками.
- Делают разметку крепежных отверстий на металлических заготовках.
- Приступают к сборке конструкции. Крепят пластины и вкладыш в единую конструкцию с помощью 4 болтов и гаек.
Основные критерии выбора
Для профессиональных работ следует выбирать инструмент высокого качества. Устройства подвержены воздействию высоких температур, снижающих коэффициент намагниченности у некачественных экземпляров. На приспособлении должны отсутствовать сколы, выемки и прочие дефекты в местах касания с зажимаемым изделием. Неровности не позволяют прочно фиксировать предметы под заданным углом.
- Важно! К достоинству отключаемых уголков относят возможность отключать магнитное поле и на всем приспособлении, и на отдельных его гранях. Эти приборы уместны для мастеров, которые часто сваривают детали сложной конфигурации
Китайские угольники выделяются бюджетной ценой, но они не выдерживают температурных перепадов, поэтому быстро ломаются. Для сваривания изделий под различными углами рекомендуется выбирать настраиваемый механизм либо приобретать комплект, содержащий несколько видов инструментов для зажима под определенными ракурсами.
Магнитные уголки для сварки
Сварочные работы требуют максимальной точности. Закреплять конструкционные элементы в определенном положении удобно с помощью магнитного угольника для сварки. Производители делают магнитные приспособления для сварщиков различных конструкций. Они бывают с постоянными и отключаемыми магнитами, различаются по выдерживаемой нагрузке.
Для сварочных работ используются магнитные держатели с определённым размером углов. Выпускают универсальные конструкции с регуляторами, они закрепляют опорные планки на любую величину угла. Для домашней сварки мастера самостоятельно делают компактные угольники из подручных материалов.
Предназначение магнитных угольников
- На подготовительные работы уходит много времени, свариваемые заготовки должны образовывать стык, чтобы этого добиться, иногда приходится звать помощника, крепить струбцину. С магнитным угольником сварщика процедура упрощается.
- От фиксации металлических деталей в статичном положении зависит качество шва и геометрия точных конструкций. В этом случае приходится использовать струбцины, их установка – обязательная часть технологического процесса. С угольником можно зафиксировать металлические части между собой надежно без всяких приспособлений.
- Сложно размечать металл при работе на высоте, в замкнутых пространствах. Сделать разметку с помощью уголков намного проще.
- С магнитными приспособлениями ускоряется процесс сварки, уменьшаются трудозатраты, это экономическая составляющая использования уголка.
- Устройства легко использовать: достаточно прислонить их к металлу, они уже не сдвинутся. Они надежно крепятся в любых условиях, в вертикальной, горизонтальной, наклонной плоскости. Часто используют на верховых работах: закрепленные магнитом элементы не нужно придерживать руками, они застрахованы от падения.
- При использовании угольников между свариваемыми частями конструкции сварщик получает свободу действий, отпадает необходимость прихватывать детали до наплавки основного шва.

Виды магнитных держателей для сварки
Держатели классифицируются по функциональности, размеру угла, мощности.
Универсальные магнитные приспособления для сварки с раздвижными планками позволяют сделать сопряжение деталей под любым углом, они подходят для сложных работ, требующих высокой точности.
Есть устройства с несколькими присадочными углами 45°, 60°,90°, 135°, при работе можно выставить любой. Простые конструкции с единственным присадочным углом позволяют устанавливать свариваемые детали только в определенном положении.

У магнитных держателей для сварки бывает различная мощность, от удерживающей силы магнита, максимальная масса 35 кг. Отключаемый уголок классифицируется по видам:
- когда сразу обе стороны перестают магнититься;
- когда зажим имеет отдельные отключатели магнита для каждой из сторон.

Как выбрать магнитный уголок
Сначала определяют цели, для которых приобретается держатель. Если он нужен для домашней сварки, лучше приобрести простой монолитный магнитный уголок для сварки, с одним углом сопряжения деталей. Его стоимость колеблется в пределах 500 рублей.
Для постоянных сварочных работ выбирают универсальные модели с несколькими выставляемыми сопряжениями, у которых три или четыре грани. Они бывают различной формы, размера, стоимость их зависит от удерживающей мощности магнита, достигает 1000 рублей. Делают фиксаторы из жаропрочных сплавов, они эксплуатируются длительное время, ими удобно пользоваться. Важно обращать внимание на качество материалов, ведь уголок находится в зоне разогрева металла, а из-за высокой температуры удерживающая сила магнита слабеет.
Профессионалы выбирают держатели с регулируемым углом между планками. Преимущества такого инструмента в том, что магнитная струбцина способна плотно зафиксировать трубный прокат в любой плоскости.

Удерживающее устройство выбирается по весу деталей, сложности соединения, поэтому для мастерских приобретают сразу несколько простых и универсальных держателей. При их покупке проверяют, насколько быстро и легко он отрывается от металла.
При выборе отключаемых фиксаторов выбирают устройства из хрома, они надежные, способны выдержать большой вес. Они применимы для верховых работ, части конструкции надежно держатся, можно ослабить руки при работе. Стоимость устройств с отключаемыми планками достигает 2 тысяч рублей.
Уголок должен легко крепиться, надежно фиксироваться на металле, быстро сниматься. Только в этом случае приспособление будет часто использоваться. Уголок обеспечит безопасную работу сварщика, облегчит процесс точного сопряжения деталей.
Самодельные магнитные зажимы
Можно изготовить держатель самостоятельно. Для этого используют стальной лист не толще 3 мм, магнит из старых динамиков акустических систем или мелкие плоские магниты из наушников. Их крепят с торцов на деревянный вкладыш. В этом случае его делают на 3–4 мм уже металлических заготовок, чтобы магниты не выходили за края магнитного уголка, они должны быть внутри.
Повышенной удерживающей силой обладают магниты из неодима из жестких компьютерных дисков. Для начинки (вкладыша) выбирают парамагнитный материал, выдерживающий большую температуру без повреждений.

Углы магнитные для сварки из подручных материалов своими руками, как сделать (пошаговая инструкция):
- Сначала на ровном листе вычерчивают две одинаковых заготовки стандартной формы с нужным углом сопряжения.
- Вырезают их болгаркой или лазерным резаком. Кромки выравнивают, доводят до точного размера шкуркой. Убирают с поверхности ржавчину, грязь – всё это снижает удерживающие свойства магнита.
- Для начинки используют доску или фанеру толщиной, меньше, чем высота магнита. Выпиливают ее по формату, меньше, чем заготовка. В нее плотно крепят магнит так, чтобы после сборки уголка он соприкасался с металлическими заготовками.
- Делают разметку крепежных отверстий на металлических заготовках.
- Приступают к сборке конструкции. Крепят пластины и вкладыш в единую конструкцию с помощью 4 болтов и гаек.
Инструмент готов к работе. Такое самодельное устройство позволяет упростить процесс соединения двух свариваемых деталей.
Для крепления магнита вполне подойдёт кусок пропиленовой трубы, если он подходит к магниту по диметру. Из нее делают втулку-вкладыш.
В качестве крепежа используют заклепки, ими уголок скрепляется намертво. Металл приклеивают к начинке с двух сторон, если не хотят возиться с дрелью и крепежом. Иногда для надежности закрепляют клееную конструкцию болтовым соединением.
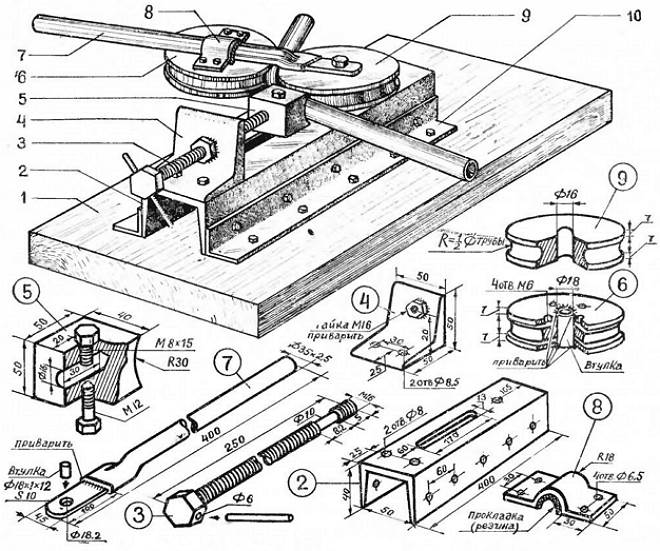
Как сделать трубогиб своими руками – чертежи, фото и видео
Изготовить своими руками домашний или даже профессиональный трубогиб, чтобы иметь возможность гнуть трубы на заданный угол и, что немаловажно, с заданным радиусом изгиба, не так уж сложно.

Сделать своими руками трубогиб не так уж и сложно
Вопреки распространенному мнению о том, что чаще всего этим приспособлением пользуются при выполнении сантехнических работ, в таких случаях обычно используют различные фитинги и отводы – предварительно согнутые отрезки труб, изготавливаемые в промышленных условиях. Однако для применения отводов существуют ограничения, которые определяются их стандартными характеристиками:
- углы поворота (могут быть 45, 60, 90 и 180 градусов);
- радиусы изгиба (выпускаются отводы с радиусами изгиба 1,0 Ду и 1,5 Ду);
- использование сварки.
Не во всех ситуациях такие параметры способны удовлетворить тех, кому необходимо придать конструкции из труб требуемую форму. Именно в таких случаях и выручает механический трубогиб (или ручной трубогиб).
Без станка для сгибания стальных труб не обойтись тем владельцам дач и частных домов, которые собираются самостоятельно изготовить различные арочные конструкции, теплицы, ограждения нестандартной формы и многое другое.
В этой статье мы досконально разберем, как сделать трубогиб своими руками. Ведь самодельный трубогиб вполне можно использовать не только дома, но и в полупрофессиональной деятельности, так как его конструкция не отличается заоблачной сложностью, а серийные устройства для сгибания труб стоят достаточно дорого. Поэтому, изготовив ручной трубогиб своими руками, вы сбережете немало денег.

Два трубогиба: с ручным и электрическим приводом
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.
Чертежи обкаточного трубогиба
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.
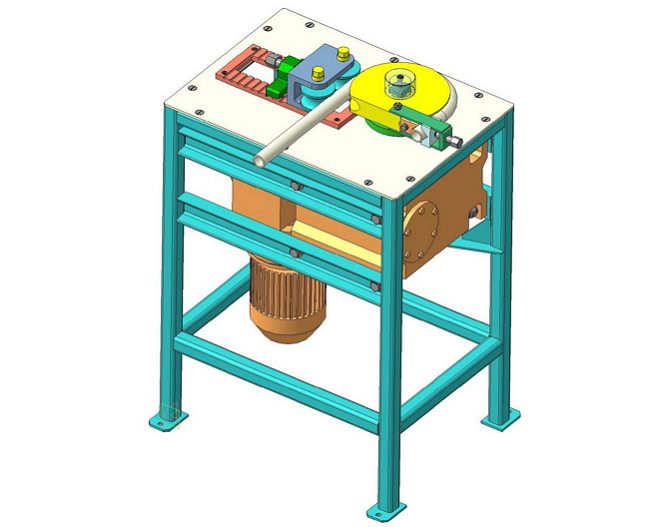
Схема трубогиба, работающего по принципу намотки
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.
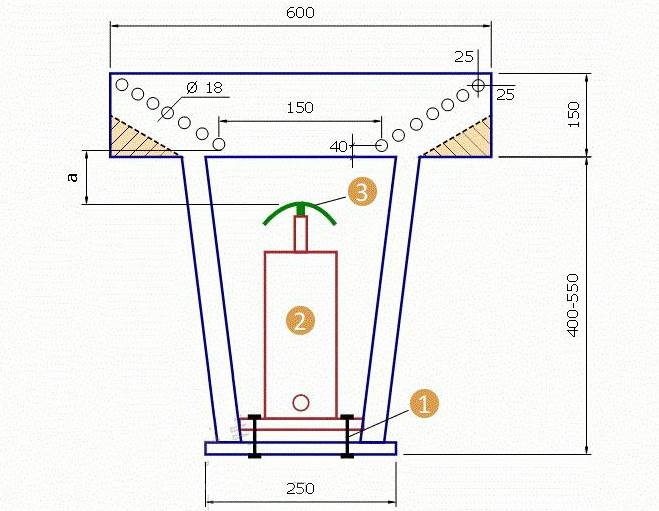
Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. Прокаточный трубогиб является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.

Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.

Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус изгиба стальной трубы вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
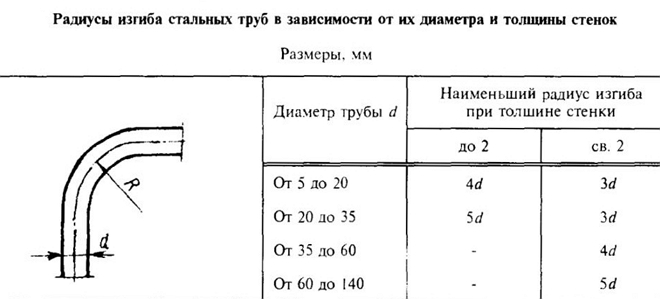
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать дорновый трубогиб или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
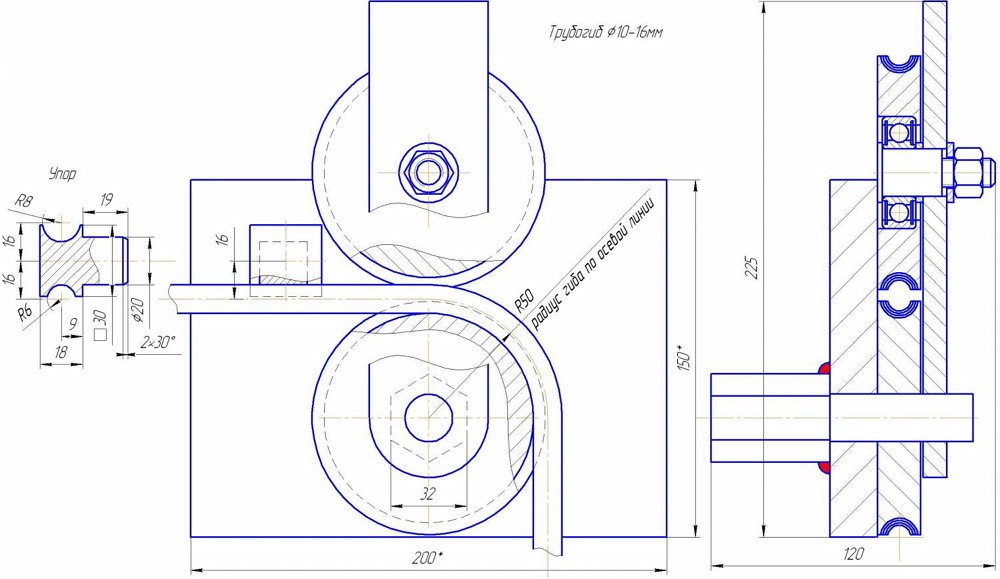
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.

Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.

Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.

Лебедка поможет расширить функциональность простейшего ручного трубогиба
Трубогибы с прижимным роликом
Более сложным по конструкции является ручной трубогиб, в котором используется прижимной ролик. Для изготовления такого приспособления можно использовать как дерево, так и металл.
Для труб из мягких материалов (к примеру, медных) оптимальным вариантом являются ролики из древесины, так как они не вызывают деформации металла. Такие ролики совсем несложно изготовить в домашних условиях, если использовать фото или чертежи подобных приспособлений, в большом количестве размещенных в Интернете. В качестве материала изготовления можно использовать толстые доски или несколько слоев фанеры.
Чертеж трубогиба с прижимным роликом
Самодельный трубогиб подобной конструкции, основу которого составляют ролики – подвижный (прижимной) и неподвижный, – позволяет выполнять сгибание труб круглого сечения, отличающихся даже значительным диаметром.
Для того чтобы понять, что такое устройство отличается простотой конструкции и применения, достаточно взглянуть на его фото или чертеж. В зависимости от того, какие нагрузки предполагаются для трубогиба этого типа, основание для него изготавливается из металла или прочной фанеры. П-образный держатель, на котором будут размещены центральный и прижимной ролики, делают из металла.
Относительно оси центрального ролика, надежно закрепленной на основании, такой держатель должен иметь возможность вращаться. С обратной стороны от центрального ролика на держатель крепится рукоятка, являющаяся рычагом, поэтому от ее длины напрямую зависит создаваемое усилие. Такой рычажный трубогиб позволяет выполнять операции с различным радиусом загиба труб.
Многие задаются вопросом о том, возможно ли изготовление своими руками трубогиба намоточного типа. Естественно, сначала желательно изучить чертеж или фото такого приспособления, на котором нет упора на основании. Основу конструкции трубогиба этого типа составляют два шкива, рамка с рычагом и прижимным роликом, надежное основание. Гибка при помощи такого устройства осуществляется за счет того, что трубу, помещенную в желобок неподвижного шкива и зажатую хомутом, оборачивают вокруг шаблона при помощи рычага и подвижного ролика.

Трубогиб для мягких труб на два разных радиуса сгиба
Для небольших и мягких изделий (алюминиевых или медных) пригоден самодельный трубогиб, позволяющий выполнять сгибание с двумя разными радиусами. Фото такого устройства несложно найти в Интернете. В этом трубогибе используется один прижимной ролик, а шаблон выполнен одновременно с двумя радиусами на одной пластине. Естественно, что для каждого варианта гибки ручка трубогиба должна переустанавливаться, для чего на его основании предусмотрены два отверстия.
Трубогибы намоточного типа
Примерами таких устройств являются гидравлические трубогибы, использующиеся для сгибания труб круглого сечения. В конструкции подобного приспособления есть мощный шкив, к которому и крепится труба в точке изгиба. Данный шкив фиксируется на надежной станине, а в ее основании располагается шток, который приводится в действие при помощи домкрата. На штоке при помощи домкрата создается значительное усилие, которое передается на рычаг, вращающий шкив и наматывающий на него трубу. Рычаг может свободно вращаться вокруг оси шкива и соединяется с ним при помощи отверстий, расположенных по его окружности.
Рабочий пример такого трубогиба можно увидеть на видео ниже:
Подобный механический трубогиб можно также изготовить своими руками с использованием домкрата реечного типа. При использовании этого устройства необходимо прикладывать больше физических усилий.
Пример работы на видео:
К примерам приспособления подобного типа относятся самодельные трубогибы, вальцы которых изготовлены из древесины. При работе с такими устройствами для сгибания труб круглого сечения необходимо прикладывать значительные физические усилия, которые уменьшаются за счет подвижного вращающегося ролика.
Пример в ролике ниже:
Трубогибы арбалетного типа
Свое название такие трубогибы получили из-за своего сходства с арбалетом. Основу конструкции подобного устройства составляет рама, изготавливаемая при помощи сварки из уголков и швеллера. Внутри такой рамы, на которой крепятся два подвижных вальца, располагается домкрат, при помощи специального башмака создающий усилие, направленное на трубу. Трубогибы с подвижными вальцами и прижимным башмаком применяются преимущественно для гибки труб круглого сечения, так как изделия любого другого типа они могут просто деформировать.

Суровый арбалетный трубогиб без излишеств
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.

Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.

Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.

Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
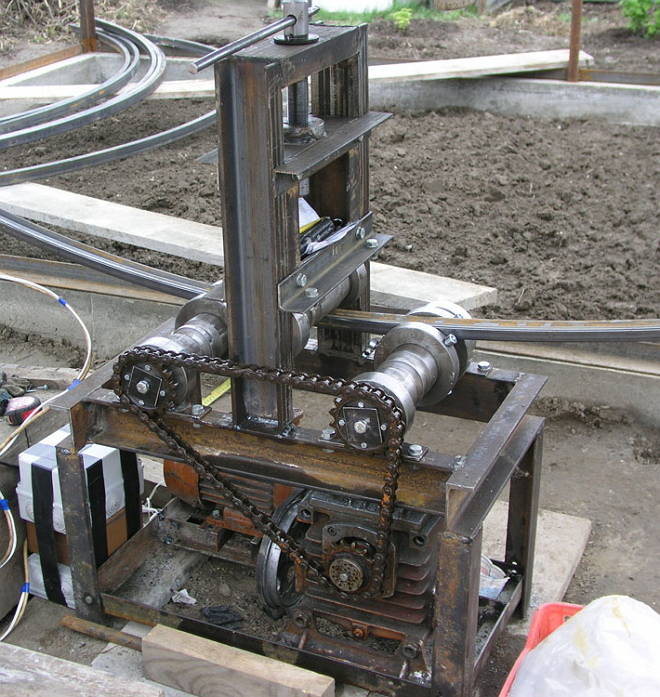
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Если вам нужно более серьезное устройство для профессиональной деятельности, то лучше соорудить электрогидравлический трубогиб, который сэкономит физические трудозатраты, используя силу гидравлического домкрата, и сбережет время, благодаря приводу рабочих валов от электродвигателя.
Как сделать профилегиб своими руками
При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке беседки или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат. Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).

Трубогиб для профильной трубы своими руками можно сделать разных размеров
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.

Конструкция трубогиба для профильной трубы с подвижным средним роликом
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.

Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.

Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.

Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.

Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.

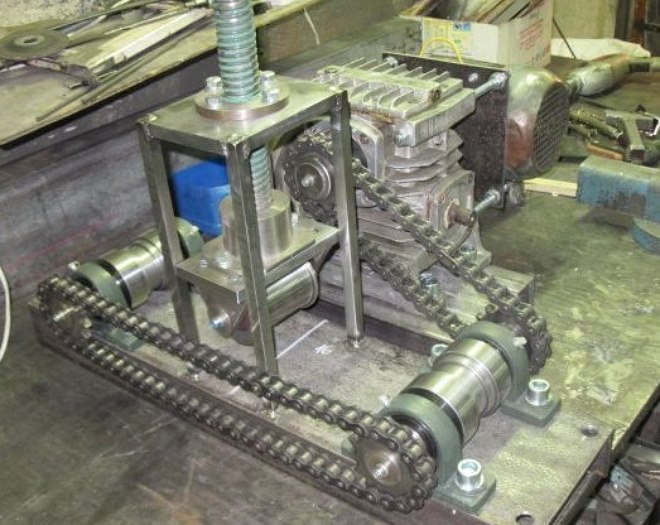
Пример выточенных валиков
Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.

При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.

Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Видео-материалы
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.
Второе видео о работе простого трубогиба с подвижной платформой. Этот вариант для больших сечений не пригоден, но трубу небольшого сечения вплоть до 40*40 мм он согнуть в состоянии.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.

Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
При помощи шаблона
Тонкостенные профилированные трубы можно гнуть вручную, используя шаблоны. Если нужна какая-то особая форма, ее можно вырезать из куска толстой фанеры или ДСП, закрепить на столе при помощи струбцин. На верстаке, где будем гнуть трубы, делают штук 8-10 отверстий. Шаблон располагают возле этих отверстий.

Процесс получения дуги из профильной трубы с использованием шаблона
На одном конце трубы отверстия повторяют, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, формируя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон можно сделать и на земле. В землю забиваются трубы-колышки (глубина не менее полуметра). Они формируют требуемую дугу. Для упора забиваются два дополнительных кола, которые находятся в стороне от дуги. Расстояние, на которое надо отступить в сторону, чуть больше чем ширина трубы.

Шаблон на земле
Вставив трубу, ее тянут в сторону дуги. Усилия нужны большие, работа тяжелая. Получится может только с тонкостенной цельнотянутой трубой. У шовной слишком большое сопротивление в области шва. Его вручную преодолеть очень трудно.

