

Мебельный кондуктор для сверления отверстий: виды, изготовление своими руками
Точно и качественно выполнить отверстия в изделиях, изготовленных из натуральной древесины, ДСП, МДФ, металла и других материалов, позволяет такое удобное приспособление, как кондуктор. Таким приспособлением, в частности, активно пользуются специалисты, занимающиеся производством мебели. При этом кондуктор можно как приобрести в серийном исполнении, так и сделать своими руками.

Универсальный кондуктор ползункового типа для сверления отверстий под евровинты и шканты
Особенности конструкции и виды
Кондуктор, по сути, – это шаблон для сверления отверстий, позволяющий выполнить их максимально точно. Используют его и для создания отверстий, ось которых располагается перпендикулярно поверхности детали, и для сверления под углом.
Благодаря своей универсальности и простоте кондукторы для сверления отверстий активно применяются в различных сферах. В частности, в машиностроительной отрасли с их помощью уже давно и успешно выполняют сверление отверстий в заготовках различной конфигурации и изготовленных из разных материалов. Нельзя работать без кондуктора и в мебельном производстве, где такое приспособление активно используется при сборке мебели, установке на нее фурнитуры и выполнении целого ряда других технологических операций. Строительство – еще одна сфера, где кондукторы находят широкое применение. С их помощью, в частности, выполняют бурение отверстий в строительных конструкциях. Кондукторы также необходимы для сверления труб и решения других задач.

Даже простое приспособление в виде планки с упором намного облегчает и ускоряет процесс изготовления однотипных отверстий
В качестве мебельного кондуктора чаще всего применяются накладные модели, изготовленные из легких материалов, чтобы было удобнее ими манипулировать. Можно приобрести такие приспособления в заводском исполнении или изготовить мебельный кондуктор своими руками. Квалифицированные специалисты-мебельщики могут и не использовать кондуктор, чтобы качественно и точно просверлить отверстие в элементах мебельной конструкции, но для этого они должны обладать большим опытом работы в своей области.
Наиболее значимое преимущество кондуктора заключается в том, что с его помощью качественное и точное сверление как перпендикулярного к поверхности детали, так и наклонного отверстия может выполнить даже человек, не обладающий высокой квалификацией. Использование кондукторов исключает необходимость сложных предварительных расчетов и разметки мест расположения будущих отверстий, что снижает трудоемкость сборки мебельной конструкции и позволяет выполнить такую работу за более короткий промежуток времени. Даже начинающий специалист может разобраться в применении кондуктора для сверления под шканты и для решения других технологических задач.

Накладной кондуктор с револьверной головкой подходит для сверловки типовых отверстий под шканты любого размера
Прежде чем приобрести или изготовить свой самодельный кондуктор, определите, для решения каких задач необходимо его использовать, и на основе этих данных выберите его тип и конструктивное исполнение.
Среди кондукторов для сверления отверстий по типу конструкции и функциональным возможностям можно выделить целый ряд категорий.
Эти кондукторы называются так потому, что их накладывают на обрабатываемую деталь и закрепляют на ней либо просто фиксируют руками. Посредством кондукторов данного типа, в частности, выполняют сверление отверстий в ДСП, плитах МДФ и в других плоских деталях.
Такие шаблоны можно использовать для того, чтобы выполнять отверстия на деталях цилиндрической формы. Кондукторы данного типа оснащаются вертикальными и горизонтальными осями поворота, что дает возможность выполнять с их помощью отверстия под различными углами.
Это приспособления, которые особенно актуальны для маленьких серийных производств, где важна возможность быстрой переналадки используемого оборудования. Кондуктор данного типа как раз и наделен такими функциями.

Этот универсальный кондуктор предназначен для засверливания отверстий под минификс, конфирмат, рафикс и дверную петлю
Данные приспособления для сверления отверстий требуются в тех случаях, когда такую технологическую операцию приходится выполнять в нескольких плоскостях.
Скользящие и закрепляемые
Скользящий кондуктор в полном соответствии со своим названием не требует закрепления: его просто прикладывают к тому участку поверхности детали, где надо просверлить отверстие. Закрепляемые кондукторные устройства, хотя и являются более удобными, несколько ограничивают свободу действий специалиста, что особенно критично при выполнении сверлильных работ на станках, оснащенных только одним шпинделем.
Сферы использования
Мебельные кондукторы и шаблоны – это приспособления, без которых практически не обойтись при сборке мебельных конструкций. Использование кондукторов позволяет избежать основной проблемы, возникающей при сверлении отверстий, – вхождения сверла в обрабатываемую деталь не под тем углом. Исправление этой ошибки отнимает много времени и сил, и не всегда ее вообще можно исправить. Кондуктор, используемый для сверления отверстий, не только позволяет правильно сориентировать сверло на месте выполнения обработки, но и не дает инструменту сбиться с заданной траектории.
Такие приспособления, как мебельные кондукторы и шаблоны, применяются и при производстве, и при сборке мебели, когда в соединяемых элементах надо выполнить отверстия для размещения крепежных элементов. В таких случаях часто используется кондуктор для шкантов или кондуктор для сверления под конфирмат, без которых выполнить качественные отверстия под крепеж не представляется возможным. Незаменимым такое приспособление является в тех случаях, когда требуется сделать отверстия, в том числе и под углом, в тонких плитах (в частности, при выполнении отверстий в ДСП или МДФ).

Кондуктор для косых отверстий незаменим при устройстве скрытых соединений панелей и досок
При использовании кондуктора для сверления отверстий процесс сборки мебели происходит просто и быстро. Применяя такое приспособление, сверление отверстий можно выполнять на любом удалении от края детали вне зависимости от ее ширины.
В современной мебели активно используются шканты, которые в то же время являются достаточно устаревшим крепежным элементом. Именно поэтому кондуктор для шкантов (doweling jig) применяется в производстве мебельных конструкций. Основная сложность при использовании таких крепежных элементов заключается в том, чтобы оси отверстий, выполняемых в соединяемых деталях, имели между собой прямой угол. Соответственно, располагаться такие отверстия должны строго перпендикулярно друг к другу. Без применения такого приспособления, как кондуктор для шкантов, выполнить их затруднительно.

Кондуктор для выполнения отверстий в трубках будет весьма полезным приспособлением для домашней мастерской
Мебельное производство – не единственная сфера, в которой используются кондукторы, предназначенные для сверления отверстий. Шаблоны не менее часто применяют и для того, чтобы просверлить отверстие в трубе и других деталях, имеющих цилиндрическую форму. Кондукторы позволяют выполнять качественные отверстия даже в трубах небольшого диаметра.
Размер и принцип работы современных кондукторов могут быть различными. Некоторые из моделей таких устройств намного легче купить, а отдельные несложно изготовить своими руками. В пользу того, чтобы изготовить мебельный кондуктор для сверления отверстий своими руками, говорит и тот факт, что серийные устройства, особенно универсального назначения, стоят недешево.
Самодельные кондукторные устройства
Кондукторы простейшей конструкции, например, те, которые используются для сверления отверстий под конфирмат, стоят относительно недорого, поэтому многие мастера не озадачиваются их самостоятельным изготовлением и приобретают серийные модели. Между тем есть и те, кто даже такие простые устройства старается сделать своими руками. Вопрос о том, как сделать кондуктор для сверления своими руками, часто появляется и при необходимости просверлить нестандартные отверстия.
Чтобы самостоятельно изготовить кондуктор для шкантов или более простой по конструкции кондуктор для конфирматов, можно воспользоваться чертежами и видео в интернете.
При изготовлении кондуктора потребуется идеально точное сверление направляющих отверстий и закалка готового приспособления
Для изготовления такого устройства, естественно, потребуется его чертеж. Нужен также минимальный набор инструментов и оборудования:
- электрическая или ручная дрель;
- набор слесарных инструментов;
- болгарка;
- сварочный аппарат (для изготовления кондукторных приспособлений более сложной конструкции).
Простейший самодельный кондуктор можно изготовить из подручных средств и материалов, которые в избытке имеются в большинстве домашних мастерских или гаражей. Использование таких материалов, к которым относятся куски металлической арматуры, деревянные бруски, металлические пластины и др., позволяет значительно сэкономить на приобретении серийной модели устройства.
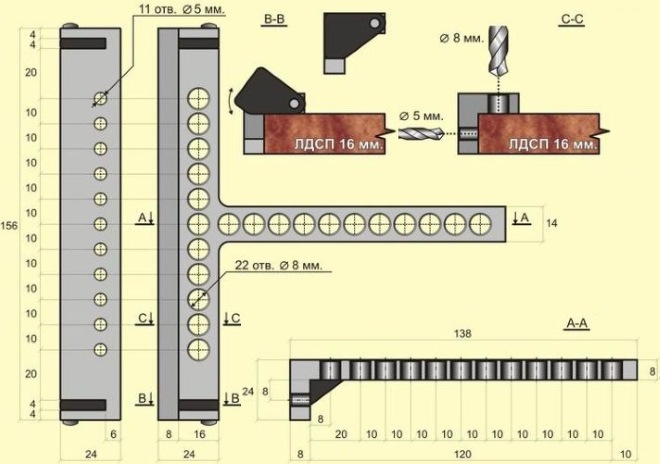
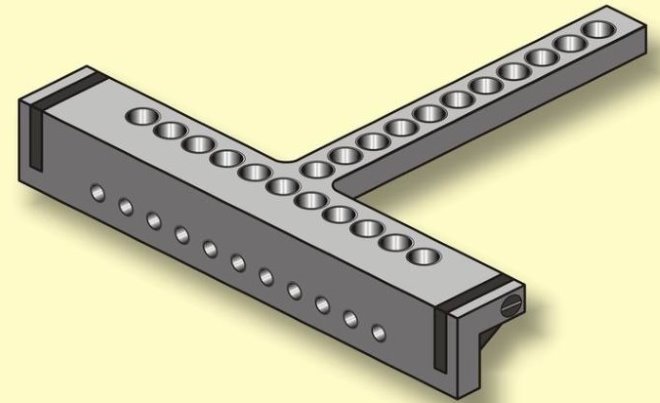
Чертеж самодельного кондуктора для высверливания отверстий под конфирматы
Изготовление самодельного кондуктора для дрели или одношпиндельного станка проходит в несколько этапов.
- Квадратную арматуру сечением 10 на 10 мм, используя ножовку по металлу или болгарку, необходимо нарезать на отрезки требуемой длины.
- Центры отверстий, через которые будет выполняться сверление, должны находиться на расстоянии 8 мм от края кондукторной плиты. Именно на таком расстоянии расположен центр плиты ДСП или МДФ, в которой сверлят отверстие.
- Шаг между отверстиями на кондукторе в соответствии с общепринятыми мебельными стандартами составляет 32 мм, при этом диаметр таких отверстий должен быть равен 5 мм.
- Если оснастить самодельный кондуктор упором, то использовать такое приспособление будет значительно удобнее. Для создания такого упора нужна металлическая пластина толщиной 1 мм и шириной 25 мм, которую сгибают под прямым углом и фиксируют на уже готовом кондукторном приспособлении, изготовленном из арматуры.
- После того как конструктивные элементы самодельного кондуктора зафиксированы при помощи струбцины, их необходимо надежно соединить между собой, используя для этого резьбовые крепежные элементы.

Готовый кондуктор с поворотными упорами
Чтобы минимизировать количество пыли, образующейся при использовании самодельного кондуктора, его конструкцию можно дополнить половинкой пластиковой бутылки. Такое простейшее приспособление может выступать и в качестве поддона, в котором будет собираться образующаяся в процессе сверления стружка.
Описанный выше метод позволяет изготовить простейший самодельный кондуктор, который значительно облегчает и ускоряет процесс сборки любой мебельной конструкции.
Самодельный ЧПУ станок
Разделы сайта
- Самодельный ЧПУ станок
- 3D принтер
- Чертежи 3D принтеров
- Чертежи ЧПУ станков
- 3D модели
- Механика
- Электроника
- Книги по ЧПУ
- Софт для ЧПУ станка
- Обзоры
- Видео
- Лазерные граверы
Интересное предложение

Лучшее
- Домашний 3D принтер
- Простой контроллер для ЧПУ станка
- Самодельный ЧПУ станок моделиста
- Чертеж самодельного ЧПУ станка
- Самодельный ЧПУ станок из МДФ
Статистика



Чертежи фанерного ЧПУ станка для сборки своими руками

Исходники чертежей этого ЧПУ станка из фанеры растут из не безизвестного “ЧПУ станка Графа”, на нашем сайте можно прочитать об этом станке и скачать его чертежи в статье Самодельный ЧПУ станок моделиста.
Но, данные чертежи весьма сильно переработанны в сторону упрощения изготвления станка и увеличения его поперечной прочности. Факически от Графовских чертежей не осталось ни одной детали.
Фанера, как исходный материал для сборки ЧПУ станка была выбрана потому, что она весьма бюджетна и имеет достаточно высокую прочность, особенно если ее располагать с умом.

Да и изготовить такой самодельный ЧПУ фрезер можно с помощью лобзика и клея Момент-Столяр. Конечно, для нарезки лучше использовать другой ЧПУ – например заказать резку комплекта для сборки на стороне, но, если такой возможности нет, то детали вырезанные обычным лобзиком будут не хуже, да изготовление заготовок для сборки займет гораздо больше времени, но детали от этого хуже не станут.
Сборка фанерных деталей ведется на клею используя соделинение шип-паз. Это позволяет придать деталям большую прочность, чем сборка при помощи фурнитуры или на шурупах.

Как можно заметить из общих видов сборки и фотографий, нагруженные элементы конструкции ЧПУ станка собираются из 2-3 слоев фанеры и имеют дублирование дополнительной деталью-копией располагающейся рядом.

Такое расположение элементов конструкции самодельного ЧПУ станка позволет хорошо противостоять изгибающим нагрузкам.

Время сборки ЧПУ фрезера – около недели, если рабтать неспешно вечерами по паре часов. Основная задержка – ожидание полимеризации клея.
Электроника для самодельного ЧПУ станка
 MACH3 USB CNC контроллер с драйверами
MACH3 USB CNC контроллер с драйверами
Купить: AliExpress  Комплект электроники с моторами для ЧПУ
Комплект электроники с моторами для ЧПУ
Купить: AliExpress  Комплект для сборки 3-х осевого ЧПУ станка
Комплект для сборки 3-х осевого ЧПУ станка
Купить: AliExpress  Комплект для сборки 3-х осевого ЧПУ станка
Комплект для сборки 3-х осевого ЧПУ станка
Купить: AliExpress  Полный комплект электроники для самодельного ЧПУ
Полный комплект электроники для самодельного ЧПУ
Купить: AliExpress
Чертежи самодельного ЧПУ фрезера из фанеры

Чертежи включают в себя деталировку, картинки по сборке частей ЧПУ станка и общие виды.
- Скачать чертежи фанерного ЧПУ станка можно тут.
Как собрать 3d фрезерный станок с ЧПУ по дереву своими руками?
Принцип работы 3d фрезерного станка с ЧПУ по дереву. Как собрать оборудование своими руками? Программное обеспечение станка.
Несмотря на сложную конструкцию данного агрегата, вполне возможно собрать его самостоятельно. В современном мире в продаже имеются уже готовые комплекты, что позволит изготовить 3d фрезерный станок с ЧПУ по дереву своими руками, который с легкостью выполнит полный спектр работы.
Чертежи
Основой самостоятельной работы становится механизм фрезера. Когда используются готовые наборы для данного оборудования, то нужен такой механизм, который соответствует мощности двигателя и выполняемым работам. Множество схем, которые находятся на просторах интернета, помогут выполнить механизм фрезера для станка с ЧПУ.

Механизм различается установленным двигателем и кареткой. В любом случае стоит выбирать такой чертёж станка, который сочетает простоту конструкции и соответствует собственным требованиям. Чтобы правильно собрать весь механизм, потребуется очень подробный чертеж, благодаря которому все действия будут очень строгими.
Когда возникает желание создать более серьезный аппарат, который будет соответствовать собственным запросам, стоит приступить к разработке чертежей 3d фрезерного станка с ЧПУ по дереву своими руками, что не займет много времени. Для этого нужно заняться поиском комплектующих для знания основных размеров. После оформления заказа, можно заняться чертежами под те размеры, которые уже известны из интернета, опираясь на стандартность.
После составления чертежа можно приступить к сборке 3d модели станка. После сборке модели и совпадения всех размеров, можно просчитать необходимый материал. Купить материал можно с легкостью, а вот вырезать из него детали намного сложнее.
Фрезерный станок и принцип его работы
Работа современного оборудования предназначена для работы по дереву, для формирования качественного рисунка. В конструкции существует важная часть электроники, которая позволяет воспроизвести весь процесс работы. Для изготовления 3d фрезерного станка по дереву своими руками нужно познакомиться с компонентами, которые являются основным элементом. Фреза устанавливается в шпиндель, который расположен на валу двигателя.
На станине закреплена данная конструкция, которая перемещается по осям двух координат. Опорный столик станет необходимой заготовкой для фиксации. Блок управления соединяется с пошаговыми двигателями и обеспечивает движение каретки. Именно так изготавливаются 3d рисунки на деревянной поверхности.

После сборки 3d фрезерного станка с ЧПУ своими руками можно смело приступать к испытаниям, начиная с несложной программы. Во время всей работы станка нужно сверять каждый проход фрезы, в особенности 3d режима.
Нюансы при сборке фрезерного 3d станка с ЧПУ
Нужно знать, что в этом агрегате есть как плюсы, так и минусы. К минусам изготовления станка можно отнести несколько нюансов:
- дороговизна сборки;
- слишком много времени уходит на сборку комплектующих;
- все время сборки возникают новые неожиданные проблемы.
К плюсам изготовления станка можно отнести следующее:
- Процесс создания самого станка оправдывает все ожидания. Поиск новых решений всех возникших проблем и реализация всех решений является тем, ради чего можно начать новое дело.
- Радость от изделий, которые сделаны собственными руками. Стоит добавить, что станок не всю работу делает самостоятельно. После фрезеровки необходимо дополнительно все обработать своими руками.
- Использование подручных инструментов.
- Минимально занимаемая площадь станка.
- Хорошее рабочее пространство.
- Отличная скорость нарезания.
- Небольшое количество всех элементов.
- Доступность всех элементов.
- Успешная обработка древесины.
Сделанное основание для станка должно быть с хорошей жесткостью, что последует более точному позиционированию фрезерной головки. Рекомендуется делать все соединения элементов конструкции с помощью винтов, что обеспечивает хорошую прочность и модернизацию станка в будущем.
В станке должен быть предусмотренный механизм, благодаря которому обеспечивается хорошая работа именно в вертикальном положении. В данной ситуации винтовая передача используется лучше всего, вращение которой передается благодаря зубчатому ремню.

Ось в вертикальном положении является важным моментом, которая с легкостью изготавливается из алюминиевой плиты. Ее габариты должны быть более чем точными и хорошо подогнаны под размеры станка, опираясь на чертеж.
Программное обеспечение оборудования
Электронная начинка станка является важным моментом в сборке домашнего агрегата. Она обязательно должна поддерживать драйвера контроллеров системы arduino. Подключение платы осуществляется через соответствующий порт типа LPT либо CNC.
На китайских сайтах можно легко заказать готовые наборы по доступной цене. Таким образом, ЧПУ фрезер, сделанный собственными руками, станет простым в использовании оборудованием, которое позволит упростить работу по обработке дерева.
Все имеющиеся преимущества работы со станком
У данных станков множество плюсов, среди них есть прекрасная возможность изготавливать разные изделия. Из – за точности и ровности реза изделие получается более аккуратным, при этом получается делать нужную форму и глубину изделия.
Вся работа проводится на разной наклонности с очень высокой скоростью работы. Объемные и 3d детали привлекают внимание многих владельцев станков, при этом повторяемость количества изделий просто превосходна. Существует возможность резать и фрезеровать пазы, многие другие виды соединений, используя их при сборке изделия.

Деревянная мебель из различных пород, различные деревянные сувениры, рамки из дерева, деревянные статуэтки, разнообразная рекламная продукция и многое другое позволит радовать хозяина станка, который изготовил станок для своих нужд.
При наличии такого станка, который является хорошим оборудованием, можно значительно упростить собственную работу с деревом. Обладая опытом по изготовлению станка с ЧПУ, можно обеспечить нужную точность и хорошую производительность.
Конструктор фрезерного 3D станка с ЧПУ
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
В июле исполняется ровно год, как Мастер Кит создал свой первый 3D принтер. Мы постарались сделать его как можно проще и доступнее для наших пользователей. Этот первый и все следующие модели наших принтеров управляются открытой программой Repetier-Host. Вместе с вами мы привыкли к этому интерфейсу. И теперь нам кажется, что он почти идеально подходит для 3D принтеров.
3D принтеры — относительно новое явление в моделировании. До них повсеместно использовались фрезерные станки с ЧПУ. Собственно и сейчас 3D фрезеры работают на всех обрабатывающих предприятиях. Очень хочется иметь такой девайс и в домашней мастерской. Сказано -сделано!
Мастер Кит представляет простой и недорогой конструктор 3D фрезерного станка. Нет не станка – станочка.
Фрезерный станок 3D CNC router предназначен для 3D фрезерования и резки. Всё тот же Repetier-Host, те же файлы 3D моделей — *.stl. Но он не печатает модель, а отрезает всё лишнее. Своеобразный 3D негатив!
Требования к компьютеру:
Операционная система: Windows XP, Vista, 7, 8; 32 и 64 битная
- минимум 512 Mб оперативной памяти
- минимум 200 Mб на жесткои диске
- минимальный процессор pentium 4
- 2 Гб оперативной памяти
- 500 Мб на жестком диске
- процессор Intel Core 2 – 2.0 Ghz
Технические характеристики (Механическое фрезерование)
Потребляемая мощность – 100 Вт (без учета шпинделя)
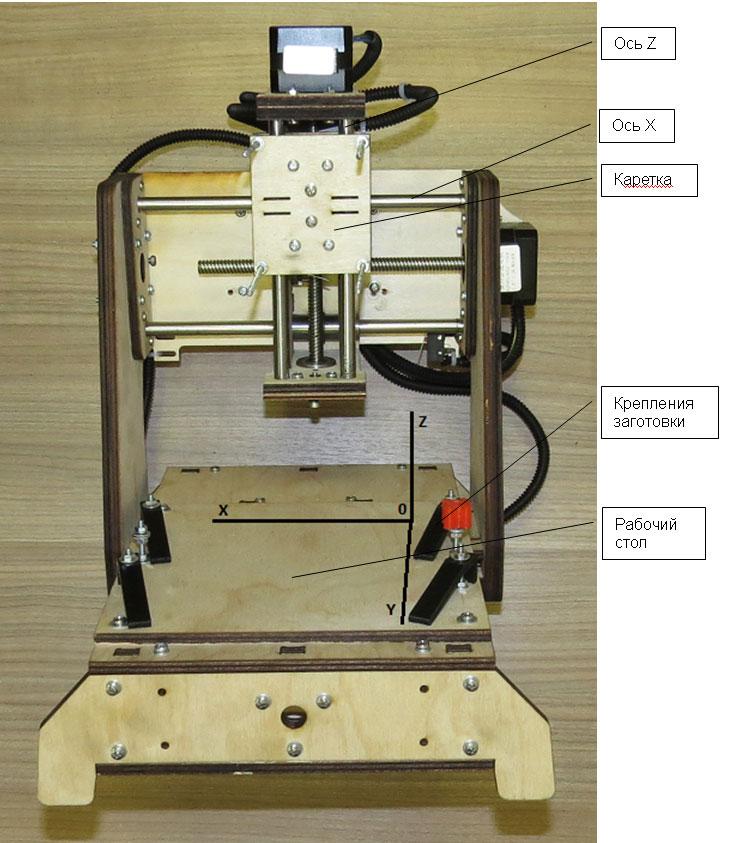
Габариты рабочего поля (X,Y, Z), мм – 100х100х50 (ограничение — рабочая длинна фрезы)
Высота слоя по оси Z, мм – 0,1-0,3
Точность по осям X, Y, мм – 0,01
Скорость перемещения по осям X, Y, мм/мин – до 20
Скорость перемещения по оси Z, мм/мин – 100
Тип рабочего инcтрумента – Шпиндель, гравер и т.п. (не входит в комплект поставки)
Характеристики рабочего инструмента – Определяется типом рабочего инструмента
Тип материала – Фанера, акрил, цветные металлы
Формат 3D модели – STL, OBJ
Формат 2D модели – Векторная графика (dxf, crd и т.п.)
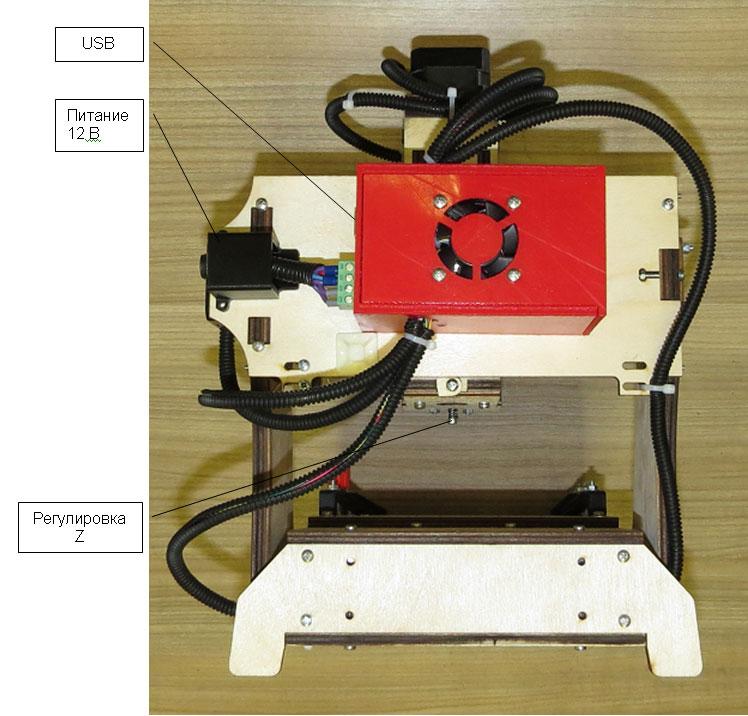
Подключение к компьютеру – USB
Работа с SD карты – нет
Рабочий стол, крепление заготовки – Двухсторонняя липкая лента, механическое крепление
Вес, кг – 3 кг (без учета шпинделя)
Внешние габариты, мм – 250х350х320 (без учета шпинделя)
Подготовка к работе
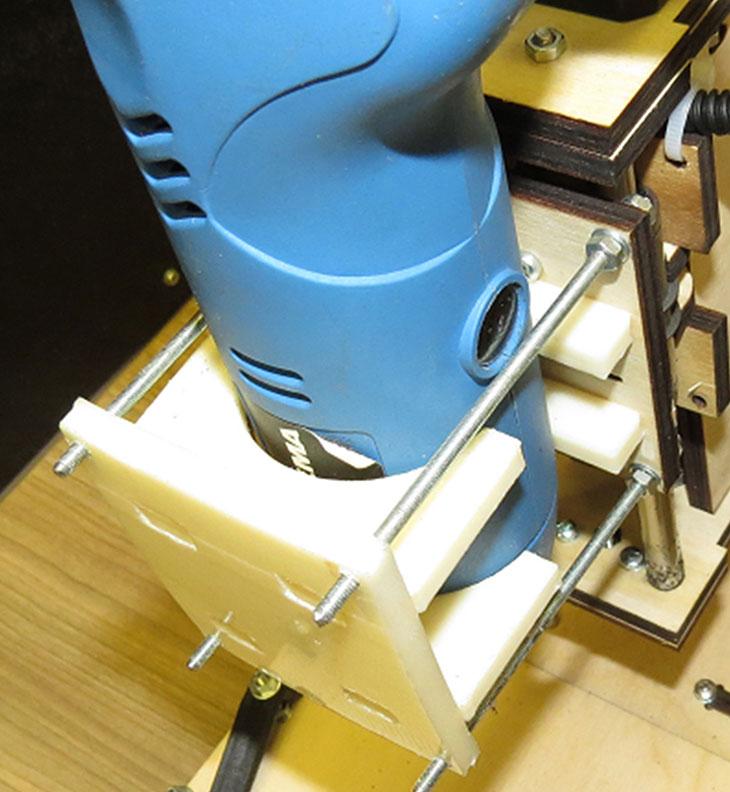
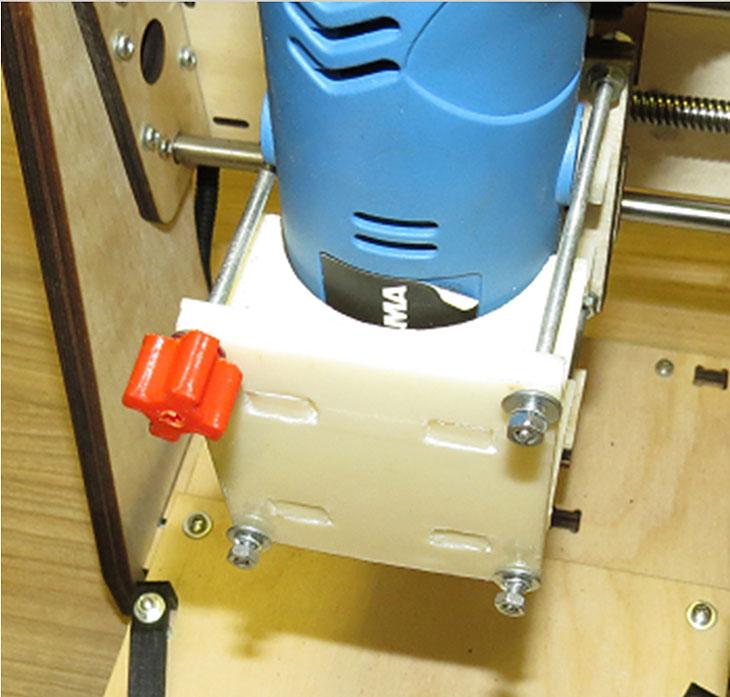
1. Установка фрезера
Далее будет показано на примере ротационной машины BILTEMA (фрезер):
Установите основное крепление на шпильки каретки


Установка программного обеспечения
Для установки программного обеспечения запустите файл setup.exe из архива Installer Repetier FrezzВо время установки следуйте инструкциям программы.
Будут установлены следующие программы:
— RepetierHost: программа для управления фрезером
— Skeinforge: программа для перевода 3d модели в код для фрезера
— Arduino: программа и драйвера для перепрошивки фрезера
Первое подключение фрезера
При первом подключении произойдет установка драйверов.
Для подключения принтера выполните следующие действия:
— исходное состояние: питание отключено, USB кабель подключен только к компьютеру
— подключите USB кабель к принтеру
— начнется автоматическая установка драйвера для COM порта платы
— если установка закончиться успешно, то система выдаст сообщение о готовности работы оборудования; если windows не сможет установить драйвер, то система выдаст сообщение о невозможности автоматической установки драйверов.
Если драйвер установятся автоматически, необходимо определить номер COM порта, для этого:
— откройте «Панель управления/Система/Диспетчер устройств» (воспользуйтесь справкой Windows что-бы открыть «Диспетчер устройств»).
— в закладке «Порты (COM и LPT)» будет отображена надпись: Arduino Mega 2560 (COM№), где № — число и есть номер COM порта вашего фрезера

Если драйвер автоматически не установился необходимо обратится в службу поддержки компании производителя, для получения помощи.
— включите адаптер 12 В в сеть 220 В и подсоедините кабель питания к станку
— подключите USB кабель к станку и компьютеру
— запустите программу Repetier-Host (либо ярлыком с рабочего стола, либо из меню Windows Пуск/Программы/Repetier-Host/Repetier-Host
При первом подключении принтера необходимо в профили программы для принтера прописать № СОМ порта, определенного в п.5.
Для этого в закладке «Конфигурация» выберите меню «Настройки принтера».

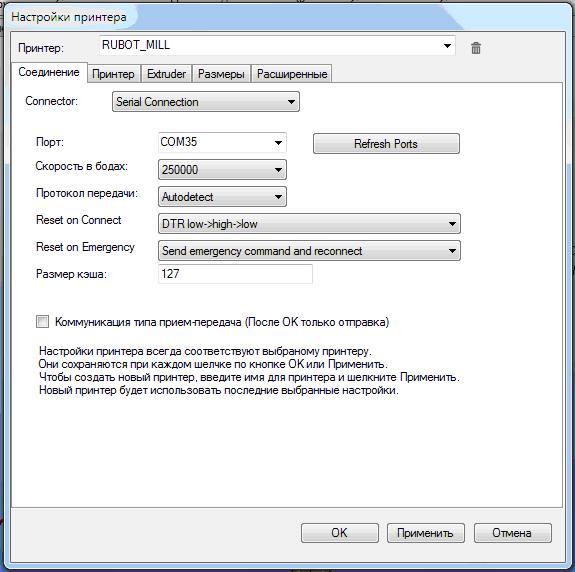
Важно: при выборе COM порта, принтер должен быть подключен.
Выберем COM порт из списка «Порт»

Если в списке нет нужного порта, надо нажать «Refresh ports» и повторить попытку.
После выбора нужного порта, проверяем скорость в «Скорость в бодах».
Значение должно быть «250000».
Если значение другое, то выбираем 250000 из списка.
Остальные параметры менять не нужно. Профиль принтера полностью настроен.
После нажимаем кнопку «Применить».
После окончания нажимаем «ОК».
Выберите профиль RUBOT_MILL.

Теперь при нажатии на кнопку «Отсоединить» произойдет отсоединении фрезера от компьютера.
Перейдите в закладку Управление
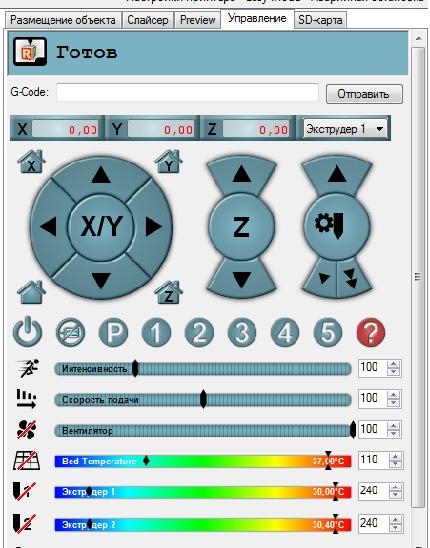

для позиционирования принтера в 0 положение по осям X Y Z
Фрезер сначала займет нулевое положение по оси X, затем по оси Y, затем по оси Z
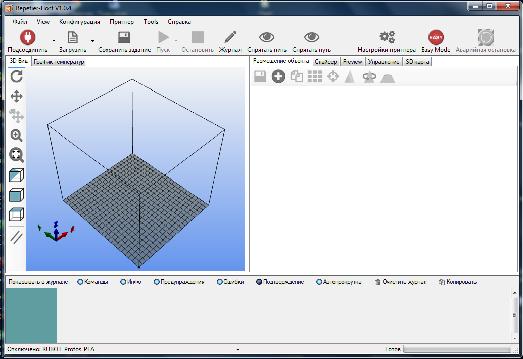
Расположение STL модели.
В закладке «Размещение объекта» нажмите на (+)

Выберите необходимый файл, нажмите «Открыть»
При нажатии и удержании левой кнопки мыши, можно вращать вид.
Колесом мыши можно приближать/удалять вид
При нажатии и удержании правой кнопки мыши, можно перемещать модель на столе.
При движении мыши с нажатым колесом можно перемещать точку обзора модели.
Также можно воспользоваться значками слева от окна.








— анализ и корректировка модели
Рабочие программы для фрезерования
Исходными файлами для фрезерования могут быть:
— 3D модель (формат STL) – для обработки трехмерных поверхностей
— Векторная графика – для плоской обработки заготовки
Основные положения по фрезерованию
Фрезерование осуществляется фрезой имеющей следующие характеристики:
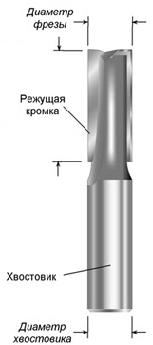
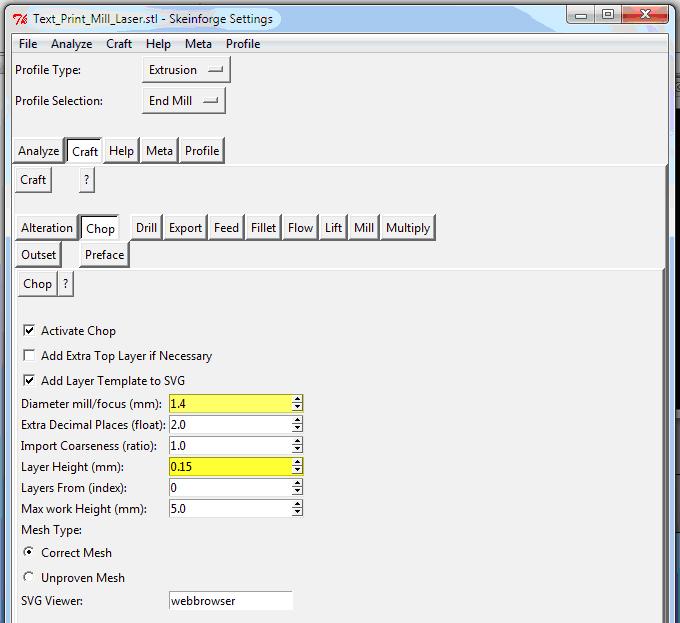
Для настройки программы принципиальны следующие параметры:
— диаметр фрезы: в программе значение «Diameter mill (mm)»
— длинна режущей кромки: в программе значение «Height of mill (mm)»
ВАЖНО: глубина обработки 3D модели от верха заготовки не может быть больше длинны режущей кромки.
Фрезерование осуществляется сверху заготовки вниз.
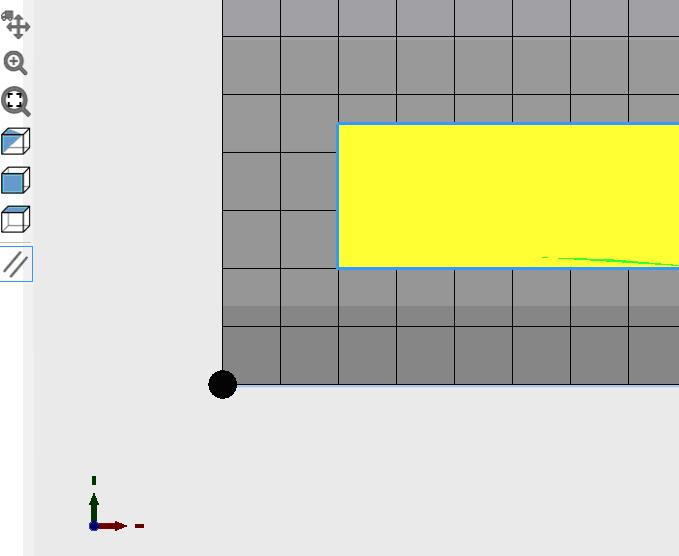
Так как ручное позиционирование по осям XYZ отсутствует, то необходимо правильно подготовить и расположить 3D модель в программе 3D моделирования.
Перед началом работы фреза автоматически устанавливается в 0 положение, которое соответствует минимальным значениям по осям. Заготовка в любом случае будет выше конца фрезы.
Поэтому размеры 3D модели и ее абсолютное значение по координатам XY должны точно соответствовать расположению заготовки для фрезерования.
Использование 3D модели для фрезерования.
Открываем закладку «Размещение объекта», добавляем требуемую модель.
Так, как при фрезеровании происходит удаление материала из заготовки. Необходимо одинаково расположить модель в программе и заготовку на столе.
Начинаем с расположения модели.
Выбираем верхний вид

Переходим в закладку «Слайсер»
В поле «Слайсер» выбираем «Mill_Laser»
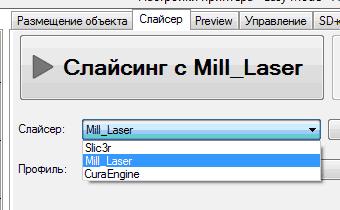
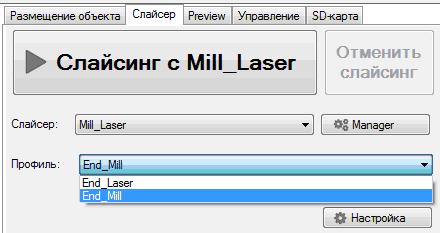
Нажимаем кнопку «Настройка»
Откроется окно настройки слайсера Skeinforge.
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!

Возможно, меня уволят за это!
Я давно хотел разместить серию постов по теме самодельных станков с ЧПУ. Но всегда останавливал тот факт, что Станкофф – станкоторговая компания. Дескать, как же так, мы же должны продавать станки, а не учить людей делать их самостоятельно. Но увидев этот проект я решил плюнуть на все условности и поделиться им с вами.
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный настольный фрезерный станок с ЧПУ. Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
В этой статье будет достаточно много чертежей, примечания к ним сделаны на английском языке, но я уверен, что настоящий технарь все поймет без лишних слов. Для удобства восприятия, я разобью повествование на «шаги».
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ или если говорить точнее, то на фразу “Фрезерный станок с ЧПУ”. После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места. Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
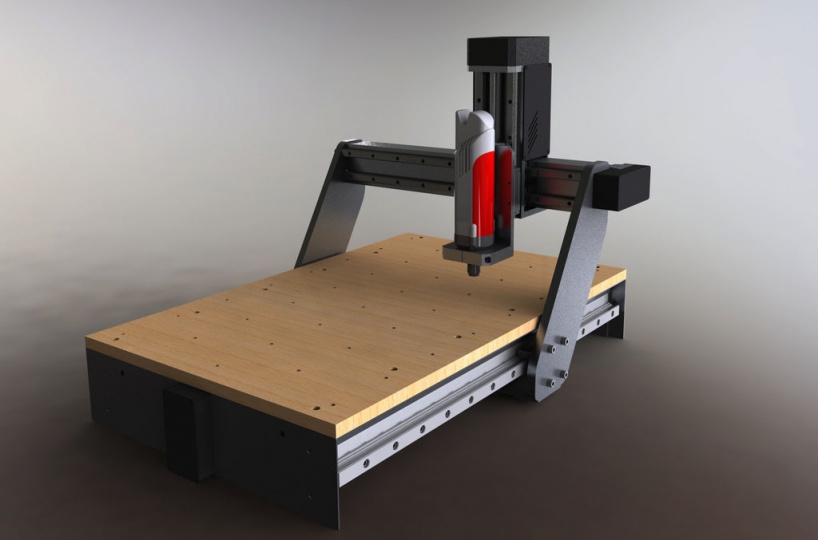
Шаг 1: Дизайн и CAD модель
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: токарном и фрезерном.
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.
Файлы для скачивания «Шаг 1»
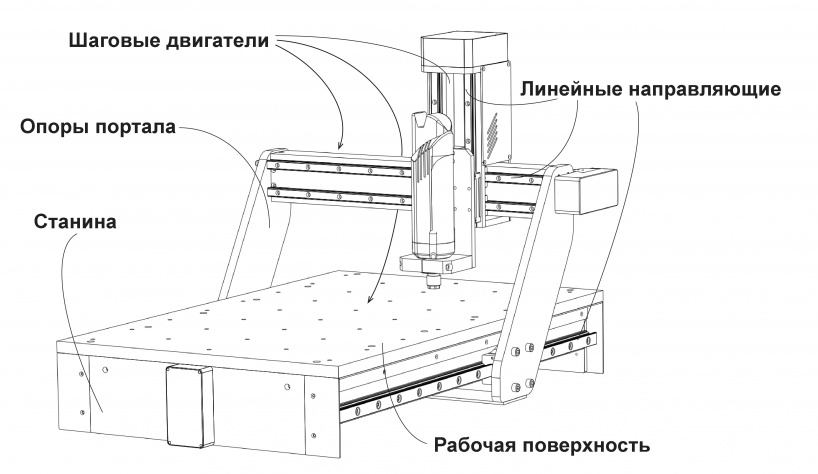
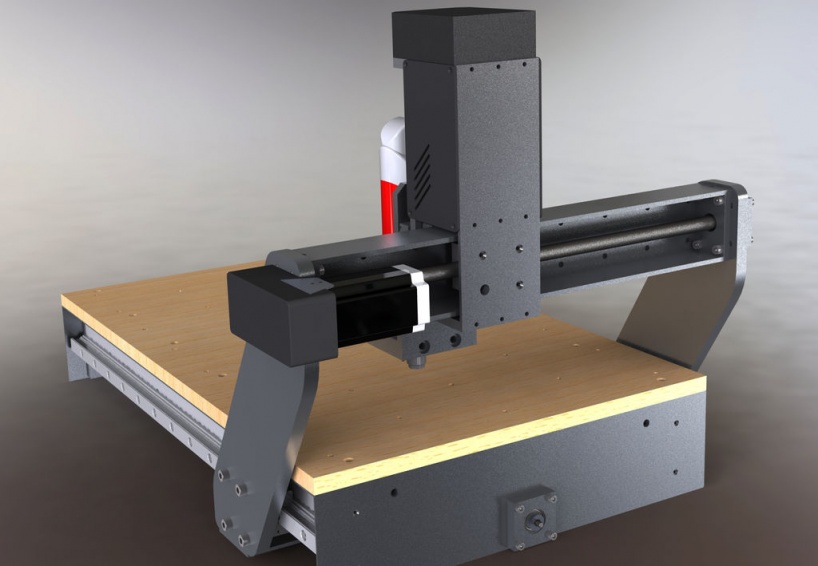
Шаг 2: Станина
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.
Большой портальный фрезерный станок с ЧПУ своими руками
Здравствуй дорогой читатель, в этой статье хочу поделиться своим опытом постройки фрезерного портального станка с числовым программным управлением.

Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Конструкция станка представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить.
Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в комментариях.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
Очевидно, что некоторые из вас, зададутся вопросом о том – «Почему бы не использовать в качестве механизма передающего движения зубчатую рейку?». Ответ достаточно прост: ШВП обеспечит точность позиционирования, большую двигающую силу, и соответственно меньший момент на валу двигателя (это то, что я с ходу вспомнил). Но есть и минусы – более низкая скорость перемещения и если брать винты нормального качества, то соответственно и цена.
Кстати, мы взяли ШВП винты и гайки фирмы TBI, достаточно бюджетный вариант, но и качество соответствующее, так как из взятых 9 метров винта, пришлось выкинуть 3 метра, ввиду несоответствия геометрических размеров, ни одна из гаек просто не накрутилась…
В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
Электрическая схема станка довольно проста, шаговые двигатели подключаются к драйверам, те в свою очередь подключается к интерфейсной плате, она же соединяется через параллельный порт LPT с персональным компьютером. Драйверов использовал 4 штуки, соответственно по одной штуке на каждый из двигателей. Все драйвера поставил одинаковые, для упрощения монтажа и подключения, с максимальным током 4А и напряжением 50В. В качестве интерфейсной платы для станков с ЧПУ использовал относительно бюджетный вариант, от отечественного производителя, как указанно на сайте лучший вариант. Но подтверждать или опровергать это не буду, плата проста в своем применении и самое главное, что она работает. В своих прошлых проектах применял платы от китайских производителей, они тоже работают, и по своей периферии мало отличаются, от использованной мной в этом проекте. Заметил во всех этих платах, один может и не существенный, но минус, на них можно всего лишь установить до 3-х концевых выключателя, но на каждую ось требуется как минимум по два таких выключателя. Или я просто не разобрался? Если у нас 3-х осевой станок, то соответственно нам надо установить концевые выключатели в нулевых координатах станка (это еще называется «домашнее положение») и в самых крайних координатах чтобы в случае сбоя или не хватки рабочего поля, та или иная ось просто не вышла из строя (попросту не сломалась). В моей схеме использовано: 3 концевых без контактных индуктивных датчика и аварийная кнопка «Е-СТОП» в виде грибка. Силовая часть запитана от двух импульсных источников питания на 48В. и 8А. Шпиндель с водяным охлаждением на 2,2кВт, соответственно включенный через частотный преобразователь. Обороты устанавливаются с персонального компьютера, так как частотный преобразователь подключен через интерфейсную плату. Обороты регулируются с изменения напряжения (0-10 вольт) на соответствующем выводе частотного преобразователя.
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach3. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach3, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
Технические характеристики:
Рабочее пространство, мм: 2700х1670х200;
Скорость перемещения осей, мм/мин: 3000;
Мощность шпинделя, кВт: 2,2;
Габариты, мм: 2800х2070х1570;
Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм.
Полоса металлическая 10х80мм.
ШВП TBI 2510, 9 метров.
ШВП гайки TBI 2510, 4 шт.
Профильные направляющие HIWIN каретка HGH25-CA, 12 шт.
Рельс HGH25, 10 метров.
Шаговые двигатели:
NEMA34-8801: 3 шт.
NEMA 23_2430: 1шт.
Шкив BLA-25-5M-15-A-N14: 4 шт.
Шкив BLA-40-T5-20-A-N 19: 2 шт.
Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт.
Драйвер шагового двигателя DM542: 4шт. (Китай)
Импульсный источник питания 48В, 8А: 2шт. (Китай)
Частотный преобразователь на 2,2 кВт. (Китай)
Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.
Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог.
В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.
ЧПУ из фанеры: чертежи, материалы, инструменты
В последнее время ЧПУ-станки уже не являются чем-то диковинным и стали более доступны для приобретения, но готовые образцы сильно кусаются, поэтому выгоднее собрать ЧПУ-фрезер своими руками. Почти все комплектующие для него можно купить в любом строительном магазине.
Самодельные станки из фанеры

Самодельные устройства ЧПУ из фанеры предназначены для обработки дерева, пластика и способны нарезать фанеру или выступать в качестве гравера по мягкому металлу. Обрабатывать сталь или цветные металлы такой станок не способен в силу своих конструктивных особенностей — слишком непрочная конструкция, но для некоторых дел дома подходит лучше всего. Станок всегда можно разобрать по частям и упаковать для удобства и экономии места.
Создание ЧПУ станка из фанеры своими руками: подготовка материалов и инструментов

Для производства устройства ЧПУ из фанеры, кроме элементов, которые будут сделаны из этого материала, нужно приобрести следующие части:
- подшипники и валы;
- направляющие для движения подвижных элементов;
- соединительные элементы (гайки, шпильки и болты);
- контроллер;
- контрольный и силовой кабели;
- ремни для вращения от движка к инструменту;
- выключатели и датчики.
Справка: также потребуется компьютер, чтобы программировать контроллер. При этом если в компьютере нет возможности управления аппаратом, то потребуется пульт, на котором будут выведены кнопки включения и выключения.
Для того чтобы сделать фрезерный станок с ЧПУ, также потребуются некоторые инструменты:
- сварочный аппарат для производства металлического корпуса;
- молоток;
- отвертка;
- ножницы;
- пассатижи и плоскогубцы;
- изолента;
- суперклей;
- клей ПВА;
- герметик;
- ключи для сборки.
Как выпилить детали для CNC-станка из фанеры?


Все элементы, не вошедшие в список выше, необходимо сделать из фанеры. Поэтому вопрос о грамотной обработке стоит на первом месте при изготовлении станка из фанеры.
Как правильно распилить фанерный лист?
В процессе выпиливания листа фанеры нужно придерживаться некоторых правил:
- Для материала, толщина которого составляет десять миллиметров, используют ручные и электрические лобзики, у которых полотно имеет небольшие зубья.
- Фанеру больше десяти миллиметров раскраивают дисковой пилой.
- Материал для распила следует высушить, в противном случае он расслоится.
- Раскраивать лист следует около волокон первого слоя.
- Если будет применен электрический инструмент, то подача должна быть на минимуме.
- Чтобы предотвратить сколы, можно использовать бумажный скотч.
Как правильно сделать отверстия?
Чтобы сделать отверстия в элементах фанеры, лучше применить сверлильный станок. При этом нужно выбирать большую скорость вращения сверла и минимальную его подачу. Также может быть использован фрезерно-гравировальный станок, что позволит сделать отверстия любой формы.
Справка: Если такого устройства нет, то вполне подойдет и простая дрель. Единственное, что нужно, чтобы биение патрона было минимальное. В противном случае погрешность станет выше.
Как отшлифовать и обработать?
После процесса распиливания и сверления отверстий заготовку следует отшлифовать. Для этого используют наждачную бумагу. Шлифовка осуществляется около волокон и начинается от угла, который шлифуется уже в самом конце.
Справка: после процесса шлифования всю поверхность детали покрывают специальными составами, предотвращающими расклеивание и растрескивание.
Сборка ЧПУ фрезера из фанеры


Сборка станка из фанеры с ЧПУ происходит в следующей последовательности:
- Подготовка чертежей с учетом прокладок и подключения электрического оборудования.
- Заказ необходимых частей.
- После доставки всех частей можно приступить к установке станины.
- Установка шпинделя.
- Установка системы водоохлаждения. При такой процедуре придется применить фумленту и простой герметик, чтобы конструкция была надежной.
- Подключение электрической проводки, установка кнопки аварийной остановки.
- Подключение управляющей платы (она же контроллер).
- Установка программного обеспечения и установка чертежей.
- Настройка станка.
При сборке самодельного устройства необходимо учитывать несколько нюансов:
- Клей нужно наносить на поверхность всех частей из фанеры при помощи маленькой кисточки. После этого детали совместить и прижать друг к другу с максимально безопасным для их целостности усилием. Лучше установить их под давлением, чтобы клей полностью высох.
- Если будет применен эпоксидный клей, то схема нанесения такая же, как и в случае с ПВА. Большое внимание следует уделять тщательному размешиванию клея и соотношению отвердителя смолы. В любом случае нужно добавить больше необходимого количества отвердителя, благодаря чему полимеризация смолы будет более быстрая.
Остатки выдавившегося клея необходимо удалять с поверхности всех элементов сразу: после высыхания сделать швы гладкими будет достаточно сложно.
Справка: фанеру можно защитить специальной пропиткой для деревянных изделий. Пропитывать материал нужно до установки направляющих, контроллера и кареток.
Чертежи ЧПУ станка из фанеры своими руками
В самом начале всех предстоящих работ происходит выполнение чертежей. Они могут сильно отличаться друг от друга в зависимости от того, какой вид устройств с программным обеспечением был выбран. При создании чертежа заостряют внимание на следующих факторах:
- какие элементы необходимо сделать самому, а какие приобрести готовыми;
- какой толщины будет фанера;
- как будут закрепляться детали.
Элементы обычной формы можно выполнить самому. К ним относятся: станина, столешница, кожух, держатели. Части посложнее приобретают уже в готовом виде. Люди, у которых нет опыта, могут найти готовые чертежи в сети Интернет.
Справка: Острой нужды в готовых чертежах нет. За основу можно взять схему металлического устройства. Ведь каждое такое изделие уникальное и способно оптимизироваться под специфические задачи и потребности владельцев.
Фанера является универсальным материалом, эксплуатационные качества которого позволяют применять его даже для создания высокотехнологичных устройств, которые испытывают значительные нагрузки.
- 05 октября 2020
- 224

